Виды
В зависимости от места установки различают баллонные редукторы БКО и БКД, что означает баллонный кислородный одноступенчатый и баллонный кислородный двухступенчатый с механической регулировкой давления. Для обеспечения сварки чаще всего используют редуктор БКО 50 – 4. В маркировке обозначена возможность устройства пропускать 50 м3/час газа при давлении 4 атм.
При питании сварочных постов от газовой магистрали используют сетевые редукторы СКО. Их применяют в случаях, когда давление газа в сети превышает давление, допустимое для потребителей. Отличительной чертой является наличие только одного манометра, который показывает величину давления газа на выходе устройства.
Централизованная подача газа, осуществляемая при высоком давлении, требует установки рамповых редукторов (РКЗ). Их отличительной особенностью является большая пропускная способность до 125 м3/час. Они устанавливаются на рампе высокого давления непосредственно на трубопроводе. Могут эксплуатироваться при давлении кислорода до 300 бар. Имеют встроенный входной фильтр и вентиль для сброса избыточного давления.
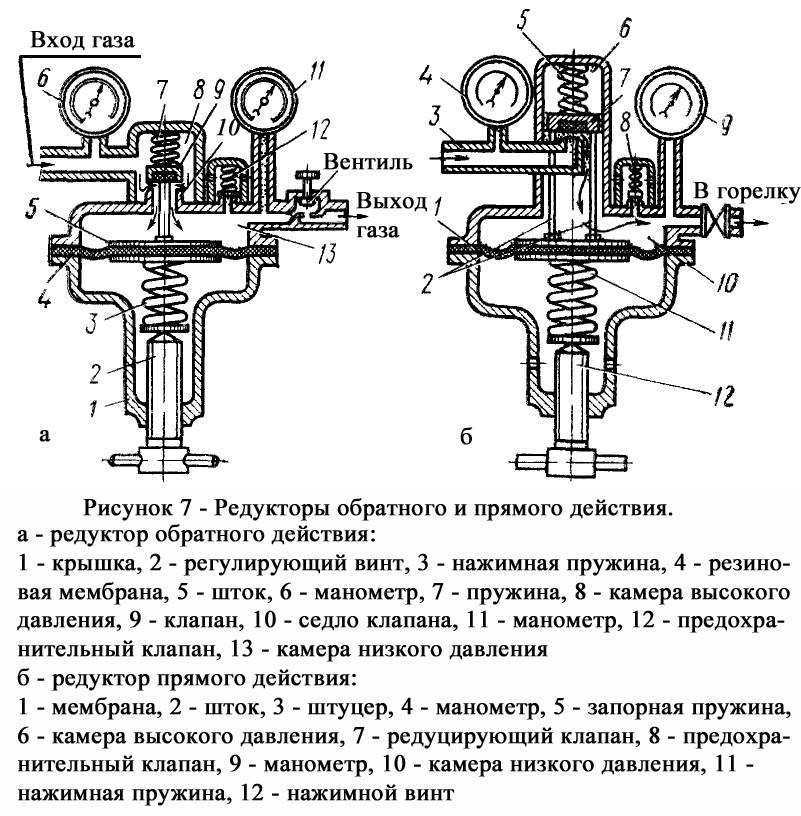
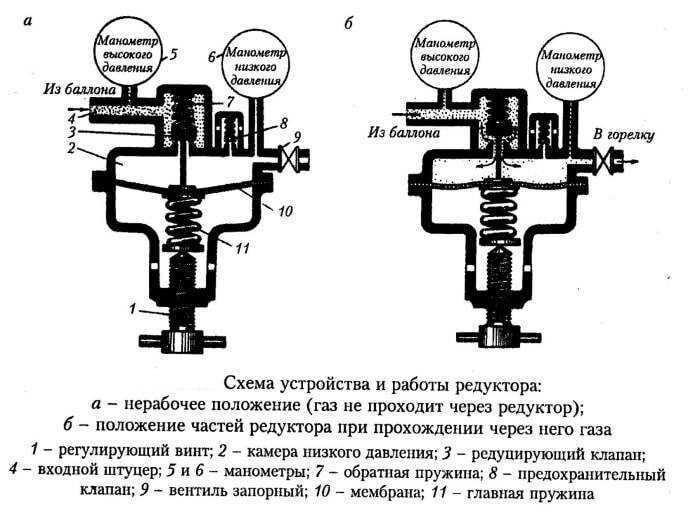
Существует два вида кислородных редукторов, отличающихся принципом работы: прямого действия и обратного действия. Особенности их работы мы рассмотрим ниже. Для тех, кто не желает вникать в тонкости работы этих устройств, заметим, что редукторы обратного действия считаются более надёжными, имеют более простое устройство и позволяют поддерживать нормальное рабочее давление до полного окончания газа в баллоне.
Основные параметры

Жидкая субстанция кислорода окрашена в голубой цвет, при замерзании она меняется на синий. О2 лучше всех газов растворяется в воде, не образует окислы с инертными газами, поэтому аналогичные смеси используются в промышленности.
Физические свойства таковы:
- Состав в воздухе до 21%.
- Не имеет в газообразном состоянии цвета, запаха и вкуса.
- Растворяется в органических веществах, поглощается углем и металлами при состоянии порошка.
- Закипает при заморозке ниже -183 C.
- Плотность при нормальных условиях составляет 0,0014 г/см3.
Кислород считается вторым по силе окислителем в периодической таблице химических элементов.
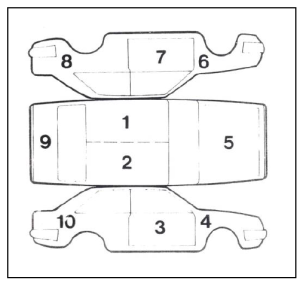
Последовательность покраски автомобиля при полном окрашивании
Последовательность окрашивания должна быть всегда спланирована заранее.
Целью определённой последовательности является исключение опыла на поверхности и минимизация лишних, нежелательных движений во время покраски.
Как уже упоминалось выше, сначала нужно покрасить все края и углы.
Существует множество различных схем последовательностей автомобиля. В этой статье я приведу две часто применяемые схемы.
Большие по площади панели (крыша, капот, крышка багажника) нужно всегда красить целиком. Не оставляйте покрашенную половину на какое-то время. Иначе образуется опыл на подсохшей стороне и вторая половина в месте соединения с первой нормально не сольётся, образуя видимую полосу.
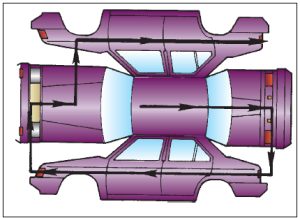
Популярна последовательность покраски всего кузова, когда в первую очередь окрашивается крыша со стойками, далее идёт передняя дверь, а дальше по кругу (см. рис). Некоторые открывают переднюю дверь, чтобы закончить, обойдя круг, рядом с ней. Таким образом, сухой опыл на подсохшую краску двери не попадает.
Для удобства покраски крыши можно воспользоваться какой-либо подставкой (небольшой скамейкой или табуреткой).
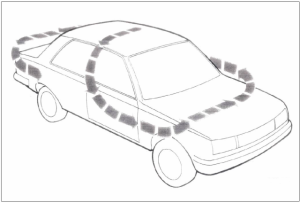
Иногда красят всю сторону машины целиком, перемещаясь вдоль всего кузова и делая длинные проходы краскопультом. То есть, весь бок красится как одна панель. В этом случае не приходится постоянно нажимать и отпускать курок в конце каждой панели и плёнка краски на всех панелях получается одинаковой толщины. Это быстрый и эффективный способ покраски автомобиля. Чтобы так красить пистолет настраивается на максимальную подачу краски. Размер помещения должен позволять свободно перемещаться вдоль машины, не спотыкаясь об какие-либо препятствия, так как краскопульт должен двигаться с одной скоростью. И, конечно же, нужен навык, чтобы так красить, ровно перекрывая половину одного прохода другим. Такой способ подойдёт не каждому и приведён, скорее, для ознакомления, чем для инструкции.
Особенности технологии
Выбор газа для резки зависит от свойств металлической заготовки. Кроме технического кислорода может быть использован ацетилен, коксовый и нефтяной газ, метан, пропан, бутан и смеси из них.
Кислород используется при резке металла газом, если материал обладает определенными характеристиками:
- высокой теплопроводностью;
- температурой плавления выше температуры воспламенения в кислороде;
- температурой плавления тугоплавких окислов ниже температуры плавления металла;
- образованием жидких шлаков в процессе резки;
- выделением большого объема тепла.
Чтобы резать металлическую заготовку, ее сначала необходимо подогреть. Потом материал сжигается, продукты сгорания удаляются струей газа.
Резка может быть:
- поверхностная – образование шлицев и каналов;
- копьевая – образование отверстий или проемов;
- разделительная – в виде сквозного реза.
Для разных работ выбираются разные горелки. Существует несколько видов, которые предназначены для выполнения разных работ.
Любая горелка состоит из:
- рукоятки;
- вентиля;
- клапана (не во всех моделях);
- наконечника (удлинительной трубки);
- мундштука (насадки).

Смешение газа с воздухом может происходить в наконечнике или мундштуке. В моделях с клапаном газ с кислородом смешивается в головке, что повышает уровень безопасности. Использование моделей без клапана позволяет применять в работе газ с различным давлением. Газовые резаки для резки толстого металла комплектуется несколькими мундштуками.
Технология состоит из четырех шагов:
- разогрева заготовки;
- введения в область обработки газовой смеси;
- воспламенения материала;
- процесса горения.
Струя должна быть равномерной, чтобы пламя не погасло. В процессе горения образуются окислы, которые удаляются газовой струей.
Отличительные особенности состава
Нитрокраски изготавливаются на основе нитроцеллюлозы, модифицированных алкидных смол и других добавок. Такие лакокрасочные материалы маркируют буквами «НЦ». Производители ЛКМ выпускают различные нитроцеллюлозные краски, эмали, лаки. Главная особенность продукции этого типа — после покраски покрытие быстро высыхает.
Плюсы и минусы
продаются полностью готовыми к покраске;
быстро высыхают (за несколько минут) за счет естественного испарения растворителя;
образуют твердое, прочное покрытие, устойчивое к действию влаги, ультрафиолета, механическому повреждению, истиранию;
защищают металл от коррозии;
выпускаются в различных цветах;
бывают с глянцевым или матовым блеском;
после высыхания покрытие при шлифовке и полировке приобретает зеркальный блеск;
нитроэмали могут наноситься на дерево, металл, МДФ, ДСП, бетон, штукатурку;
покрытие устойчивое к влажной уборке, бытовой химии;
все эмали разбавляются определенным типом растворителя;
отличаются низким расходом (30-120 грамм на 1 кв. метр) и приемлемой ценой;
на поверхность наносятся с помощью кисточки, краскораспылителя;
окрашенная поверхность сохраняет вид на протяжении 2 лет и более.
имеют токсичный состав;
сама краска пожароопасная;
при высыхании выделяют в воздух токсичные испарения;
отличаются низкой адгезией к металлу (требуют предварительной грунтовки);
при нанесении создают тонкую пленку, требуют покраски в несколько слоев (до десяти);
запрещается распылять поверх масляного, алкидного, акрилового покрытия;
обладают низкой стойкостью к кислотам и химическим веществам;
не рекомендуется применять для наружных работ (сравнительно низкая стойкость к неблагоприятным погодным условиям);
при частом контакте окрашенной поверхности с водой образуются белые пятна;
при высыхании в помещении с повышенной влажностью появляются белесые пятна (в отдельных случаях требуются медленно испаряющиеся растворители).
Преимущества и недостатки
Газовый резак качественно отличается от простых электрических инструментов по ряду признаков:
- Возможная резка металлопроката любого размера. Кислород-пропаном можно прорезать сталь до 20 сантиметров в 1 заход. Для примера, даже 180-й болгаркой придется делать 5-7 проходов.
- Пропан дешевый, в сравнении с другими газами. В сравнении с тем же ацетиленом, пропан дешевле в половину. Тем более заправка баллона возможна на любой АЗС.
- Другие виды резаков имеют скорость куда ниже, в сравнении с газом. Особенно с болгаркой или гравером.
Однако, есть и минусы:
- Формально газовым резаком можно резать любые металлы. Но в сравнении с той же болгаркой, не получится работать с деревом или пластиком.
- Рез получается весьма грубым из-за невысокого контроля огненной иглы. Будут образовываться рваные края, которые придется исправлять напильником, той же болгаркой, наждаком.
- Толщина реза также получится немаленькой — до 5 миллиметров.
- Температура горения пропана в кислородной среде на 400 градусов ниже, в сравнении с ацетиленом.
Характеристики кислородного баллона

Кислородосодержащая тара нужна для содержания и автоперевозки газа. Резервуар окрашен синей несмываемой краской с подписью «КИСЛОРОД».





Сосуд имеет объем 40 литров и изготавливается из стали. Нормальное давление у газобаллона от 9,8 до 9,6 МПаскаль. Емкость имеет общий 219 миллиметровый диаметр и длину – 1350 мм.
Обязательно тары должны проходить своевременное освидетельствование. Главное условие — изготовка с прочностью 65 килограмм на миллиметр в квадрате и поверхность баллона обязана быть гладкой без посторонних дефектов.
Максимальное давление кислородного баллона
Давление тары – параметр, который отвечает за объем газа, способный выдержать тара. В резервуаре объемом 40 литров наибольший показатель давления – 150 килограмм на сантиметр в кубе. Такой резервуар вмещает в себя 6 тысяч литров или 6 кубометров.
Давление кислородного баллона объемом 50 литров помещает 200 килограмм на сантиметр в кубе, что составляет 10 кубических метров газа.
Давление кислородной емкости может отклоняться из-за повышения или понижения температуры. Стандартным показателем для емкости с газом является +20 градусов, а при +40 градусах давление может подняться на 10 Паскаль. В свою очередь, при 0 температуре снизится на 10, а при -40 уменьшиться на 30 Паскаль.
При заправке емкости важно обращать внимание на этот параметр. Необходимо использовать специальную формулу, которая позволяет верно определить необходимое давление, а при вычислении учитывать все характеристики модели тары

Причины поломок редукторов
Как и любое техническое устройство, кислородный редуктор подвержен неполадкам, возникающим в процессе эксплуатации. Так, утечка кислорода может возникнуть из-за того, что нарушена герметичность между клапаном и камерами. Это может быть вызвано тем, что износилось уплотнение седла, выполненное из эбонита, или тем, что в механизм клапана попали посторонние частицы.
При работе в зимнее время кислородный редуктор может замерзнуть. Для предотвращения этого явления вентиль баллона необходимо закрыть и обдуть его теплым воздухом. Это устранит и наледь, и лишнюю влагу. Кстати, огонь для отогрева редуктора применять категорически запрещено.
Нередки случаи, когда происходит засорение редуктора посторонними частицами. Для предотвращения этого необходимо фильтр периодически продувать или промывать.
Редуктор кислородный: назначение
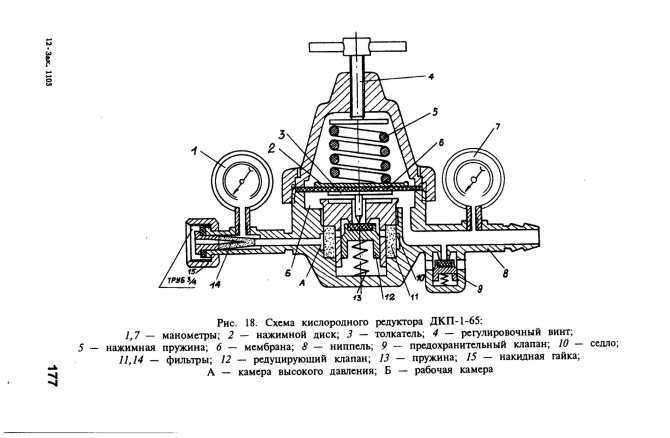
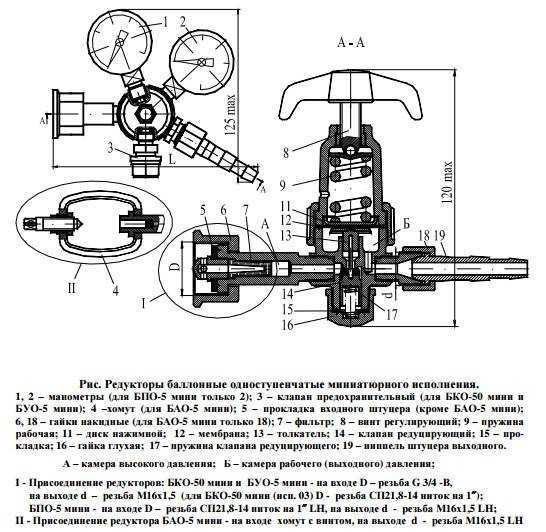
Редуктор кислородный предназначен для регулировки и снижения величины давления газа — кислорода, который поступает из сети или баллона, а также для поддержания постоянного значения рабочего давления газа.
Согласно ГОСТ 6668-78 кислородные редукторы классифицируются на следующие типы:
- центральные (Ц) – ЦКЗ;
- универсальные (У) – УВН, УКН;
- сетевые (С) – САО, СКО, СМО, СПО;
- баллонные (Б) – БКД, БКО, БПО;
- рамповые (Р) – РПД, РКЗ, РАД.
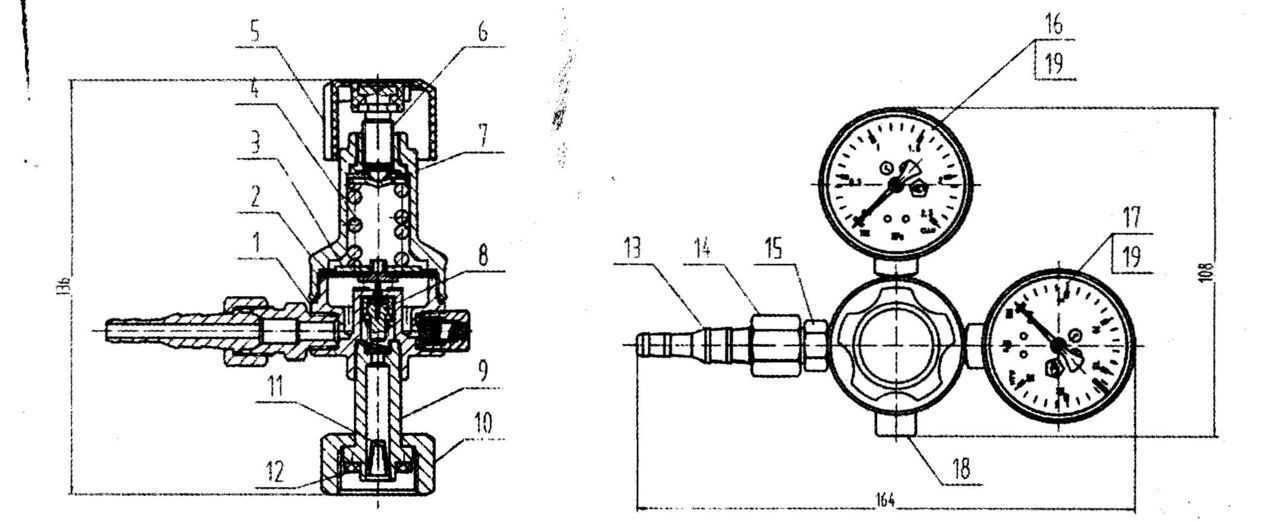
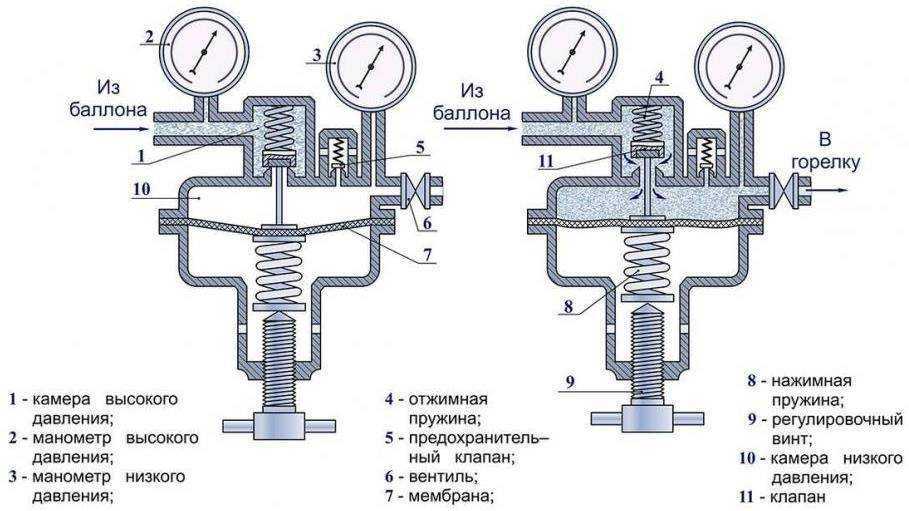
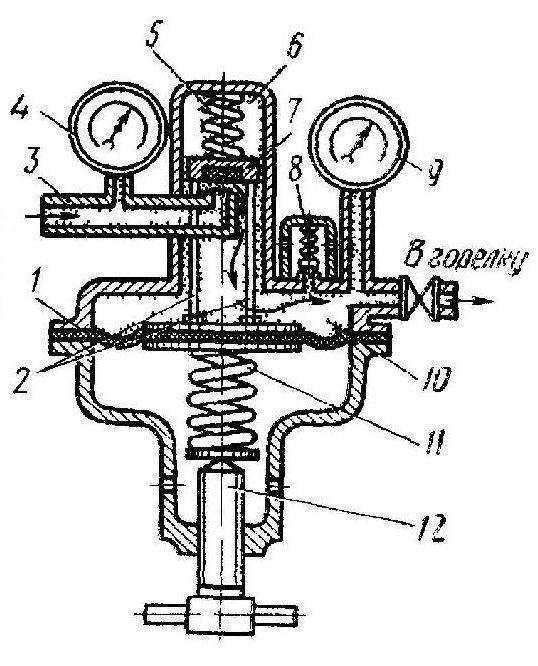
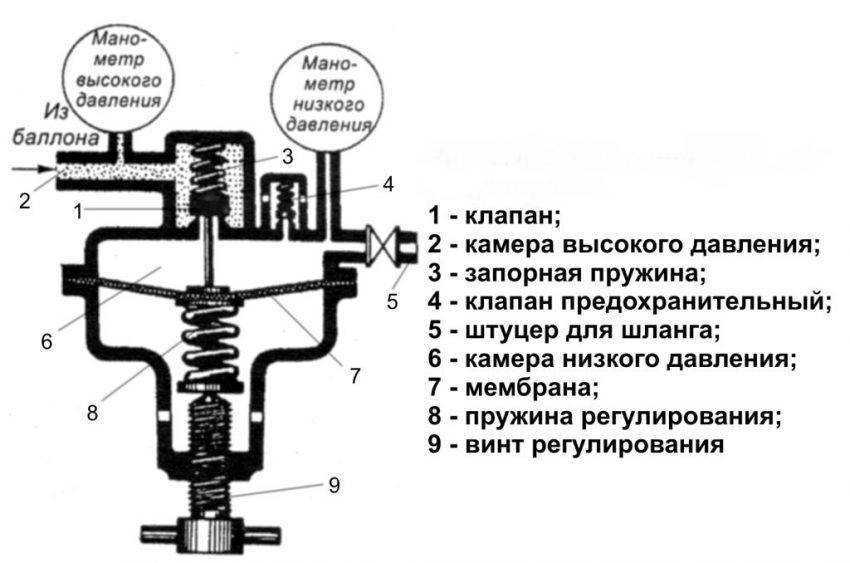
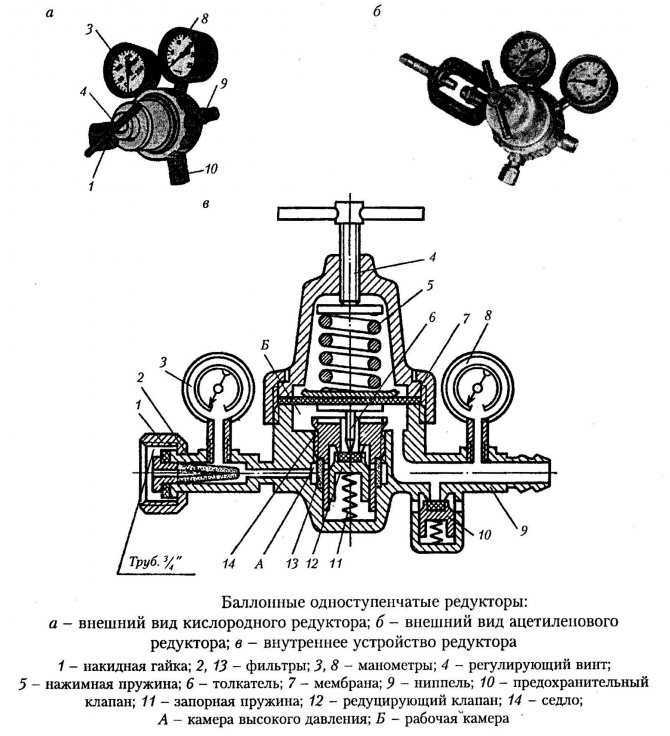
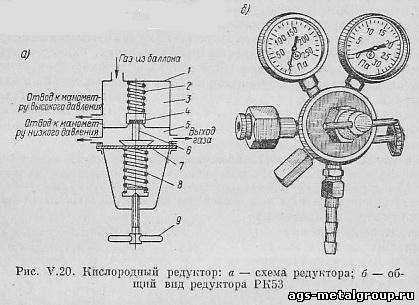
Редуктор кислородный: принцип действия и устройство
Кислородные редукторы, используемые в современной индустрии при ведении газосварочных работ и резке металлов, имеют голубой цвет окраски.
Для осуществления работы, пропановые редукторы, присоединяются к баллону с газом при помощи накидной гайки.
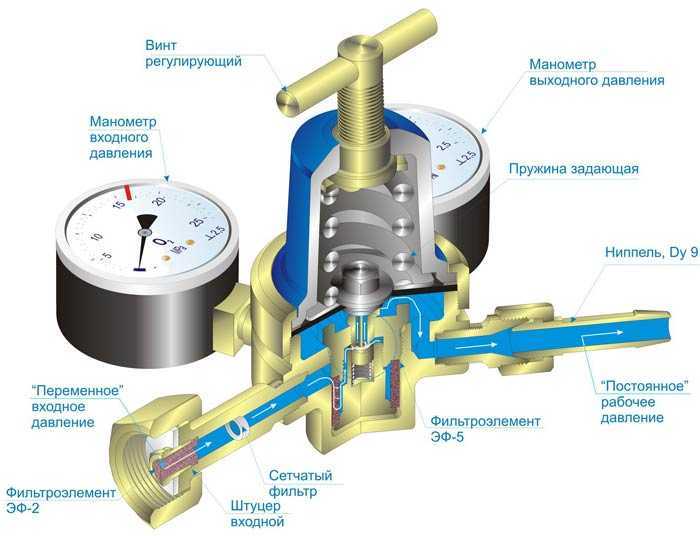
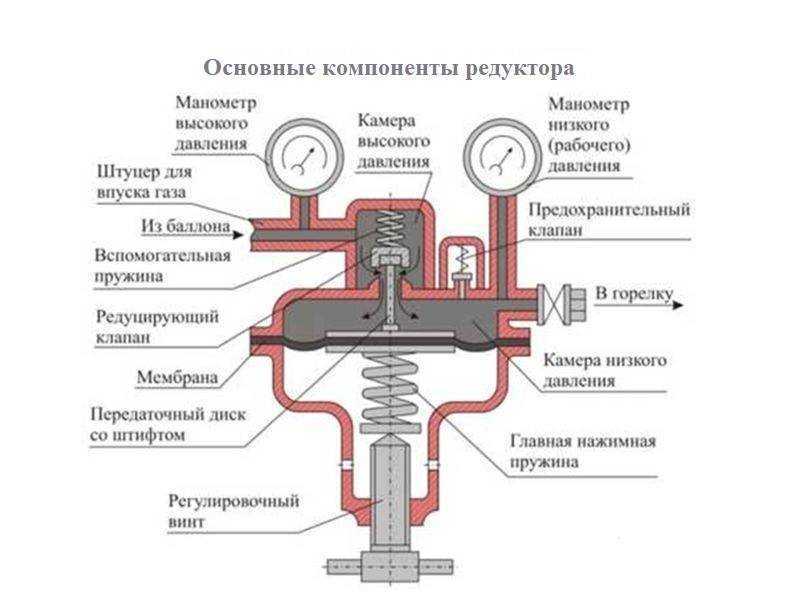
В процессе работы, кислород, проходя входной фильтр, поступает в камеру высокого давления. Регулировка рабочего давления газа при сварке, осуществляется вращением регулировочного винта. При его повороте по часовой стрелке, усилие, посредством нажимной пружины последовательно воздействует на нажимной диск, мембрану, толкатель и редуцирующий клапан. Редуцирующий клапан, в результате этого усилия, приходит в движение и открывает доступ кислорода в рабочую камеру через образовавшийся зазор между клапаном и седлом.
Таким образом, происходит автоматическое поддержание величины рабочего давления в требуемом интервале.
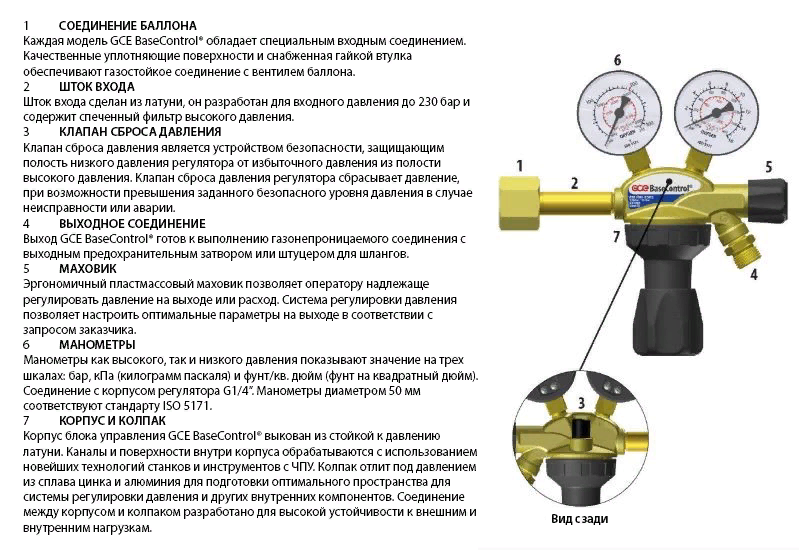
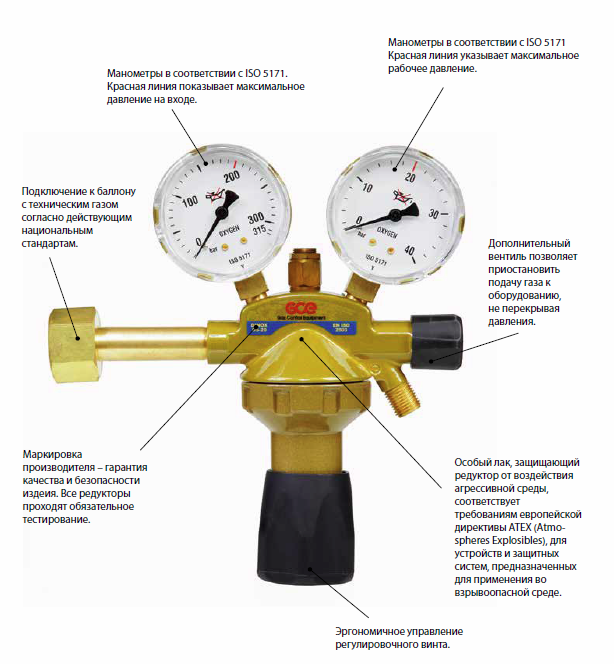
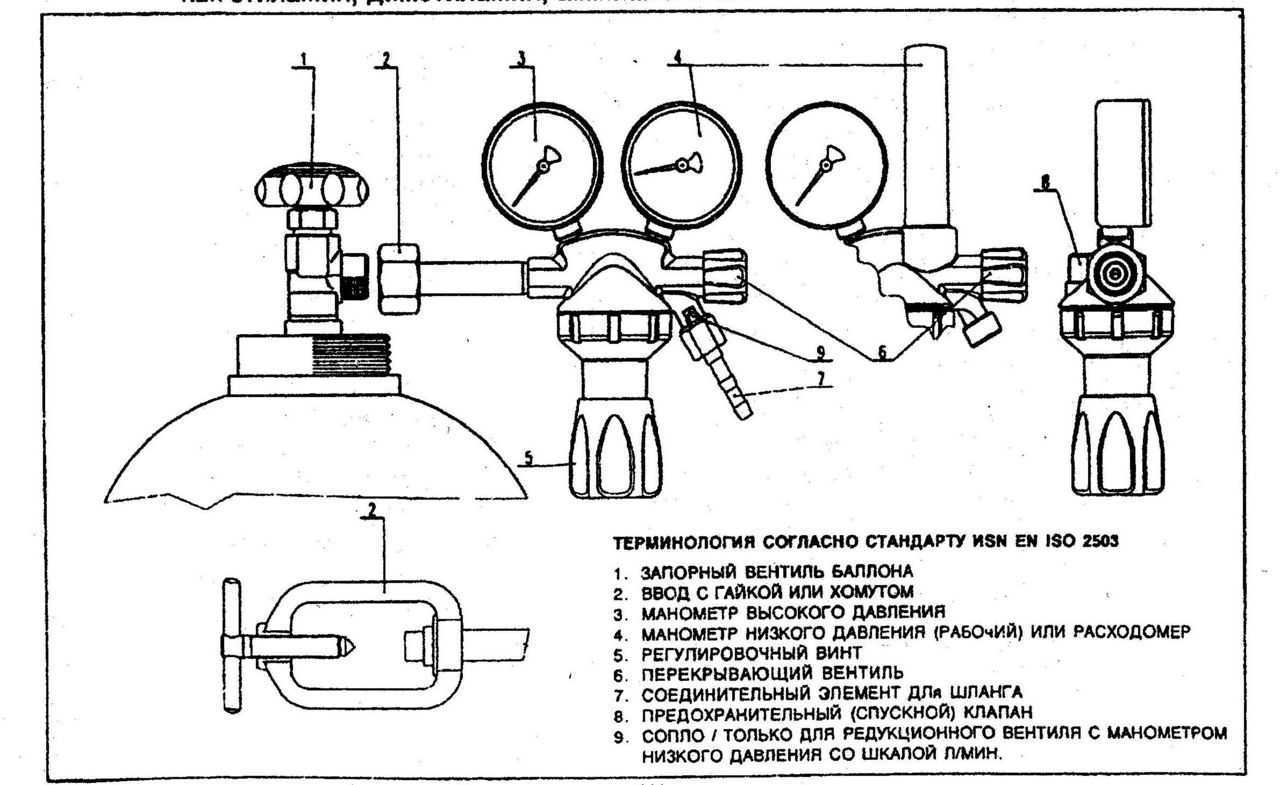
Современные баллонные кислородные редукторы выпускаются различных моделей и комплектаций. В зависимости от модели, некоторые из них могут оснащаться специальными приборами – манометрами (низкого выходного и высокого входного) давления, которые определяют давление газа, соответственно выходящего и входящего из редуктора и в редуктор.
Выпускаются кислородные редукторы и не имеющие указанных измерительных приборов.
Отбор газа в кислородные редуктор, происходит при помощи ниппеля, присоединенного к редуктору гайкой. К самому ниппелю присоединяется специальный рукав, который идет непосредственно к газовому резаку или к газовой горелке.
Технические характеристики некоторых моделей кислородных редукторов
|
Показатели |
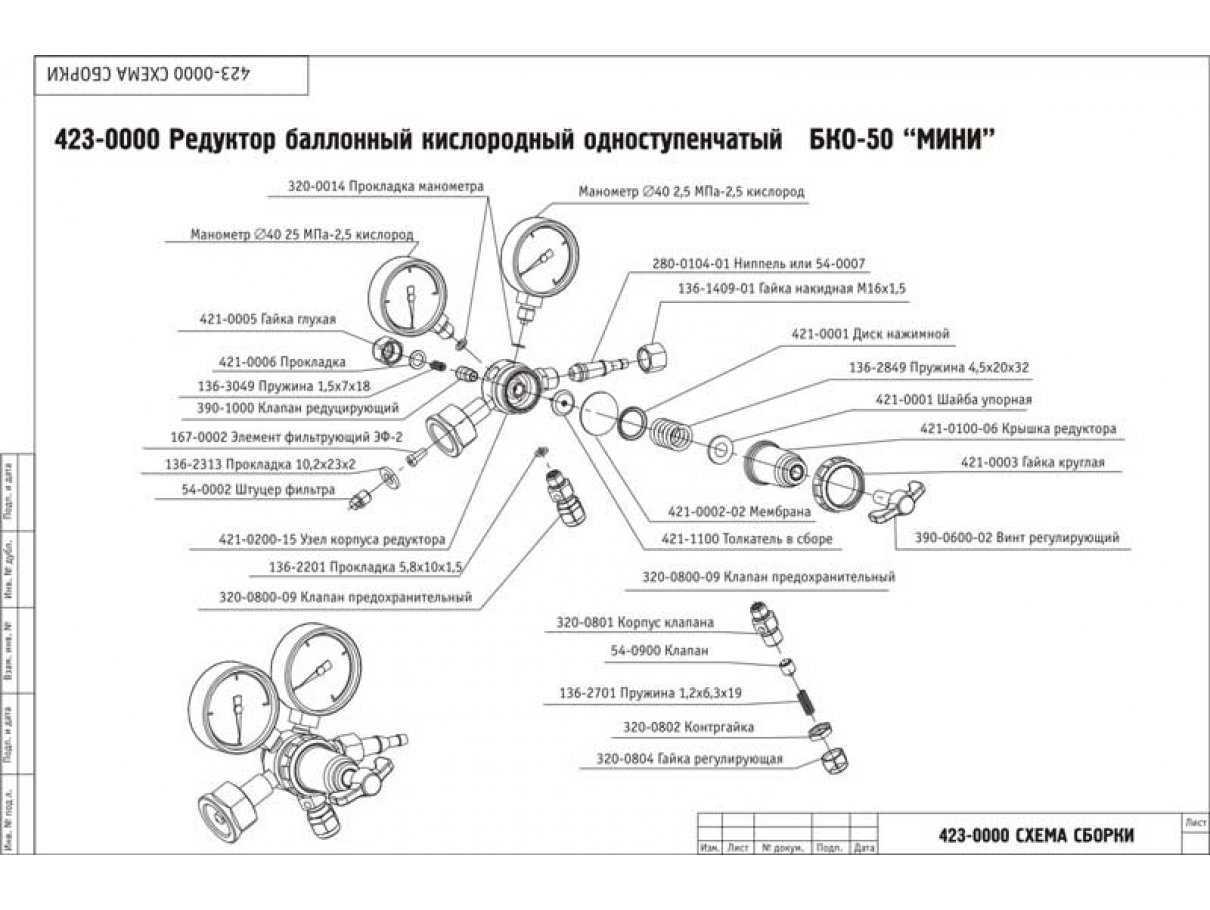
БКО — 50 мини |
БКО — 50-4 |
БКО — 50 МГ |
СКО — 10-2 |
РК — 70 |
РКЗ — 500-2 |
|---|---|---|---|---|---|---|
|
Наибольшая пропускная способность V, м3/ч |
50 |
50 |
50 |
10 |
100 |
500 |
|
Наибольшее давление газа на входе, P1, MPa (кгс/см2) |
20 (200) |
20 (200) |
20 (200) |
1,6 (16) |
20 (200) |
20 (200) |
|
Наибольшее рабочее давление, P2, MPa (кгс/см2) |
1,25 (12,5) |
1,25 (12,5) |
1,25 (12,5) |
0,5 (5) |
7 (70) |
1,6 (16) |
|
Масса, кг, не более |
0,85 |
1,5 |
1,2 |
1,5 |
12,2 |
10,0 |
Эксплуатация и проверка исправности кислородного редуктора
Перед работой кислородный редуктор необходимо проверить на предмет работоспособности. Проверка предусматривает:
- проверку исправности манометров, стрелки которых должны находиться на нуле; проверку регулировочного винта, который должен быть вывернут (клапан закрыт);
- проверку давления в рабочей камере (проверяется после подсоединения шланга к редуктору);
- проверку плотности закрытия клапана редуктора и герметичности всех соединений (проверяется закрытием вентиля горелки и выкручиванием регулировочного винта);
- проверку возможной утечки в редукторе (проверяется при помощи мыльной пены, нанесенной на отверстие отводного штуцера при полностью вывернутом положении регулировочного винта).
Правильная эксплуатация кислородного редуктора предусматривает исключение возможности попадания на редуктор масел, жиров и прочих загрязнений.
Поставляемые промышленностью газовые кислородные редукторы должны иметь следующие маркировки:
- товарный знак предприятия изготовителя;
- марка редуктора;
- год выпуска.
Как правильно работать газовым резаком: подготовительный этап
Сначала обеспечим безопасность и подготовим все необходимое. Понадобится:
- Углекислотный огнетушитель. Резка металла резаком проводится при температуре выше 1800 градусов, поэтому нам необходима защита. Углекислота будет наиболее эффективной, в сравнении с порошком. Кстати, не помешает еще и ведро с песком.
- Огнеупорный костюм. В принципе, подойдет обычная экипировка газосварщика. Она сделана из брезента, пропитанного огнеупорным составом. Еще понадобятся защитные перчатки и ботинки.
- Очки. От яркости раскаленных газов легко получить эффект «зайчиков», поэтому нужны обычные светофильтровые очки, желательно 3 уровня.
- Инструмент для разметки.
- Защита ушей. Строительные наушники или беруши.
- Зажигалка для резака. Обычные спички или зажигался не подходят — руки оказываются слишком близко к факелу. Можно купить то, что в магазине продается под названием «бытовая зажигалка».
Отдельно подготавливаем рабочее место. В идеале купить или сделать сварочный стол с вытяжкой. Но для начала подойдет подложка из шамотного кирпича. На 2-3 метра вокруг места работ не должно быть легковоспламеняемых предметов: бумага, растворители, горючее, масла.




Технологии антикоррозийной защиты
Часто красить металлические конструкции никто не хочет, поэтому лучше сразу создавать такую защиту, которая сохранит металл на протяжении минимум 7 лет. Для этого нужно соблюсти несколько этапов:
- обработка преобразователем ржавчины;
- нанесение антикоррозийного грунта;
- нанесение финишного покрытия, обладающего требуемыми защитными и декоративными свойствами.
Однако, несмотря на инструкции производителей защитных антикоррозионных средств, в быту мало кто выполняет все этапы. Обычно металлические заборы, ворота, трубы просто красят краской, но такая «защита» обеспечит сохранность металлу максимум на пару лет.
Можно согласиться с тем, что три этапа – действительно многовато для такой операции, как окрашивание, поэтому производители попытались создать более технологический состав «3 в 1», который одновременно подготавливает, грунтует и окрашивает поверхность. Такие краски содержат преобразователь ржавчины, антикоррозийный грунт и износостойкую эмаль. Они по своему эффекту намного превосходят обычные краски, но также позволяют сэкономить время.
Достоинства и недостатки метода
Если лакокрасочные покрытия повреждены незначительно, то многие стараются избежать дорогостоящей процедуры по покраске.
К тому же эту процедуру можно осуществить своими силами, закупив соответствующие баллончики с краской
Важно проводить процедуру в соответствующем помещении и с соблюдением всех технологий
Перед этим вы можете оценить все преимущества данного метода:
- для проведения подобной покраски не потребуется особых навыков и подготовки;
- с применением баллончика можно осуществить качественный ремонт;
- покрываются любые поверхности, труднодоступные места и сгибы намного легче прокрасить;не потребуется применение — в работах дополнительных компонентов в виде валика, краскопульта и т.д;
- при отсутствии опыта проведения малярных работ вы сможете нанести равномерный слой краски;
- для нанесения ровного слоя не потребуется работать валиком или кисточками;
- покраска баллончиком обойдется дешевле остальных средств, такая услуга доступна многим автомобилистам.
Однако необходимо осознавать, что все методы покраски имеют свои нюансы и недостатки.
Покраска баллончиком в этом вопрос не исключение, поэтому будьте готовы к таким недостаткам:
- на баранчиках отсутствует подробная инструкция проведение работ по покраске;
- порой попадаются баллоны с плохим качеством, поэтому перед нанесением на авто, протестируйте на другой поверхности;
- порой заявленный оттенок и реальный может отличаться, поэтому стоит сразу же закупить необходимый объем.
Подбирайте цветовую гамму в соответствии с маркировкой, если же вы все-таки не уверены в своем выборе, то стоит проконсультироваться со мастерами своего дела.
Он сможет провести колеровку с применением специального оборудования.

Если глубина скола или царапины незначительная, то не обязательно прибегать к покраске, можно осуществить полировку.
Если же в поверженном месте виднеться грунтовка или металл, то работы проводиться уже более серьезные и устранение дефекта займет большее время, как и окраска поврежденной части кузова.
Проведение покраски авто из баллончика – поэтапная процедура, которая идеально подходит для проведения самостоятельных работ, что позволяет в тоже время сэкономить.
Такой метод подходит для работ с небольшим участком повреждений, если же проблемы серьезные, то обращения в СТО не избежать. Там в специальном боксе осуществят все работы.
Регулировка прибора
Регулировка редуктора на баллон с углекислотой начинается с того, что необходимо отрегулировать натяжение основной пружины. Для этого имеется регулировочный винт, а сила натяжения зависит от того, какое первоначальное давление наблюдается в баллоне с летучим веществом. Данная пружина будет опускаться вместе с мембраной под действием двуокиси углерода, пропуская данное вещество в камеру для понижения давления. Эта камера соединена с запорным вентилем, а также шлангом, по которому поток газа будет доходить до горелки сварочного аппарата.
Какой редуктор для углекислоты выбрать? При выборе данного прибора очень важно обратить внимание на то, что мембрана должна быть выполнена из резины маслостойкого типа, а также она должна быть очень точно размещена относительно выходного отверстия. Здесь стоит добавить, что пользоваться редуктором данного типа можно и вручную. Для этого необходимо вкручивать или, наоборот, выкручивать регулировочный винт, основываясь на показателях манометра
Для этого необходимо вкручивать или, наоборот, выкручивать регулировочный винт, основываясь на показателях манометра
Так как возможно резкое увеличение давления в камере, редуктор для сварки углекислотой имеет предохранительный клапан, который защищает основную мембрану от разрыва при резком увеличении давления. Предохранительный клапан сработает в тот момент, когда регулировочный винт по какой-либо причине потеряет свою герметичность и в камеру начнет поступать большее количество двуокиси углерода, чем положено
Для этого необходимо вкручивать или, наоборот, выкручивать регулировочный винт, основываясь на показателях манометра. Так как возможно резкое увеличение давления в камере, редуктор для сварки углекислотой имеет предохранительный клапан, который защищает основную мембрану от разрыва при резком увеличении давления. Предохранительный клапан сработает в тот момент, когда регулировочный винт по какой-либо причине потеряет свою герметичность и в камеру начнет поступать большее количество двуокиси углерода, чем положено.

Как работать с кислородным редуктором
При работе с кислородными редукторами надо обязательно провести несколько подготовительных операций.
- Проверить исправность и целостность датчиков давления. Стрелки должны быть установлены на нуле и не изменять свое положение при повороте редуктора.
- Перед тем как присоединить рукава для подачи газа необходимо проверить, вывернут ли рабочий винт, регулирующий закрытие клапана.
- После подсоединения шлангов необходимо настроить устройство на подачу необходимого для выполнения работ давления.

Работа с кислородным редуктором
Кроме перечисленных операций, необходимо проверить редуктор на герметичность. Для этого винт необходимо выкрутить до конца.
Проверить резьбовое соединение на предмет наличия следов масла и жира, в случае обнаружения их немедленно необходимо удалить с использованием растворителя.
Кстати, герметичность можно проверить нанеся на места резьбовых соединений мыльную пену. При появлении пузырей работы необходимо прекратить и редуктор сдать в ремонт.
Критерии для подбора кислородного редуктора
При необходимости приобрести кислородные редукторы высокого давления необходимо обращать внимание не несколько параметров. В их число входят:. вид устройства
Различают балонные, сетевые, универсальные, центральные и рамповые редукторы. Наиболее производительными являются рамповые, поэтому они используются для обслуживания сразу нескольких постов. В свою очередь, постовые редукторы предназначены для использования одним сварщиком;
вид устройства. Различают балонные, сетевые, универсальные, центральные и рамповые редукторы. Наиболее производительными являются рамповые, поэтому они используются для обслуживания сразу нескольких постов. В свою очередь, постовые редукторы предназначены для использования одним сварщиком;
принцип действия. Помимо описанного выше редуктора обратного действия, используются еще и устройства прямого действия;
пропускная способность. Важный параметр, в значительной степени определяющий область использования механизма;
уровень рабочего давления газа. Еще один показатель, влияющий на возможность применения кислородного редуктора в практической деятельности.
Независимо от вида, принципа действия и эксплуатационных характеристик, которыми обладает выбранный кислородный редуктор, крайне важно соблюдать технику безопасности и инструкцию по его грамотному подключению, регулировке и дальнейшему использованию. Это объясняется тем, что любое неправильное применение подобного оборудования чревато неприятными последствиями как для самого работника, так и находящихся от него поблизости людей и объектов
Выполнение работ
Перед покраской следует тщательно помыть авто, дать ему просохнуть. После этого осмотреть кузов для выявления вмятин, дефектов покраски, царапин, ржавчины. Все проблемные места обработать соответствующим способом: вмятины выровнять с помощью ударов молотка изнутри, зачистить до металла очаги коррозии. После этого нанести антикоррозионный грунт и дождаться его высыхания.
Для подготовительных работ понадобятся следующие материалы:
- шпатлевка со стекловолокном;
- универсальная;
- финишная шпатлевка;
- наждачная бумага №60, №120, №240;
- мокрая наждачка №600;
- двухкомпонентная грунтовка.
Подготовка проводится в следующей последовательности:
- Большие вмятины, прогнившие места заделываются шпатлевкой со стекловолокном, которая после высыхания затирается наждачной бумагой №60.
- Сверху накладывается универсальная и финишная шпатлевка. После ее затвердения с помощью более мелкой наждачной бумаги №120 выровнять поверхность.
- Двухкомпонентная грунтовка наносится на зашпатлеванные области с помощью пульверизатора. После высыхания поверхность затирается наждачкой № 240 до идеального состояния.
- На последнем этапе мокрой наждачной бумагой №600 обрабатывается вся площадь под покраску, поверхность обезжиривается.
- С помощью специального скотча, газет, пленки закрываются молдинги, резиновые части, стекла.
Для доведения краски до нужной консистенции нужно развести ее растворителем № 650.
Краска наносится с помощью плавных возвратно-поступательных движений перпендикулярно рабочей поверхности с расстояния 15-25 см. Во время перерывов рекомендуется промывать краскопульт растворителем.

При использовании кислородного баллона важно правильно отрегулировать давление кислорода, подачу краски и форму факела
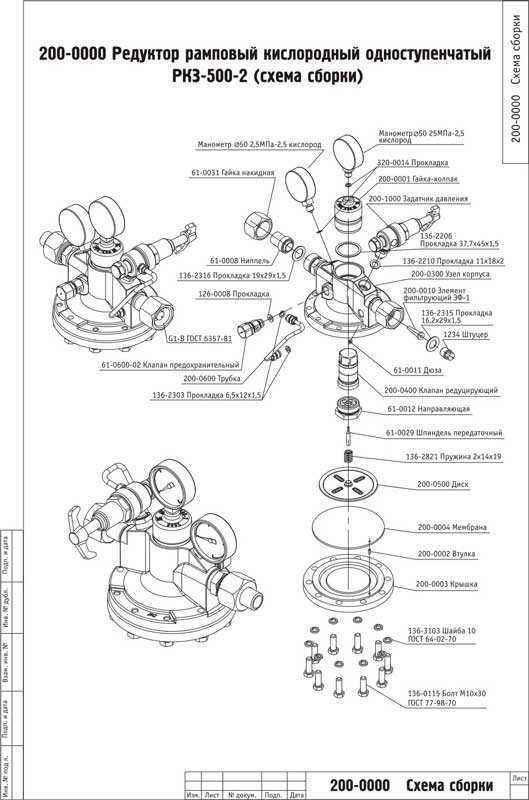
Виды и характеристики. Редуктор БКО 50-4 и БКО 50-5
По своим техническим параметрам редукторы для кислородного баллона подразделяются на две группы – рамповые и постовые. Рамповые редукторы отличаются повышенной пропускной способностью – от 100…120 м 3 /ч, а потому используются для питания группы сварочных постов, либо для сварочных работ с большими объёмами. Постовые редукторы – индивидуального назначения, они обеспечивают расход кислорода в количествах 5…25 м 3 /ч (меньшие значения соответствуют меньшим конечным давлениям газа).



Корпуса газовых редукторов внешне однотипны, поэтому при изготовлении их окрашивают в определённые цвета (для кислородных редукторов это голубой цвет).

ГОСТ 13861 предусматривает следующие исполнения кислородных редукторов:
- Баллонные, типа БКО, БКД и БПО.
- Сетевые, типа СКО, САО, СПО, СМО.
- Универсальные (У).
- Рамповые (РКЗ, РАД, РПД).
- Центральные (ЦКЗ).
Основной технической характеристикой кислородного редуктора является его пропускная способность и значение рабочего давления газа в баллоне. Например, кислородный редуктор типа БКО 50-4 означает, что агрегат предназначен для подключения к баллону с кислородом, является одноступенчатым, и рассчитан для пропускной способности до 50 м³/ч при рабочем давлении газа 4 атмосферы. Соответственно, для кислородного редуктора БКО 50-5 допустимое значение рабочего давления составляет 5 атмосфер. Именно редукторы типа БКО чаще всего и применяются для индивидуальных постов газосварки.
Дополнительными эксплуатационными особенностями кислородных редукторов являются:
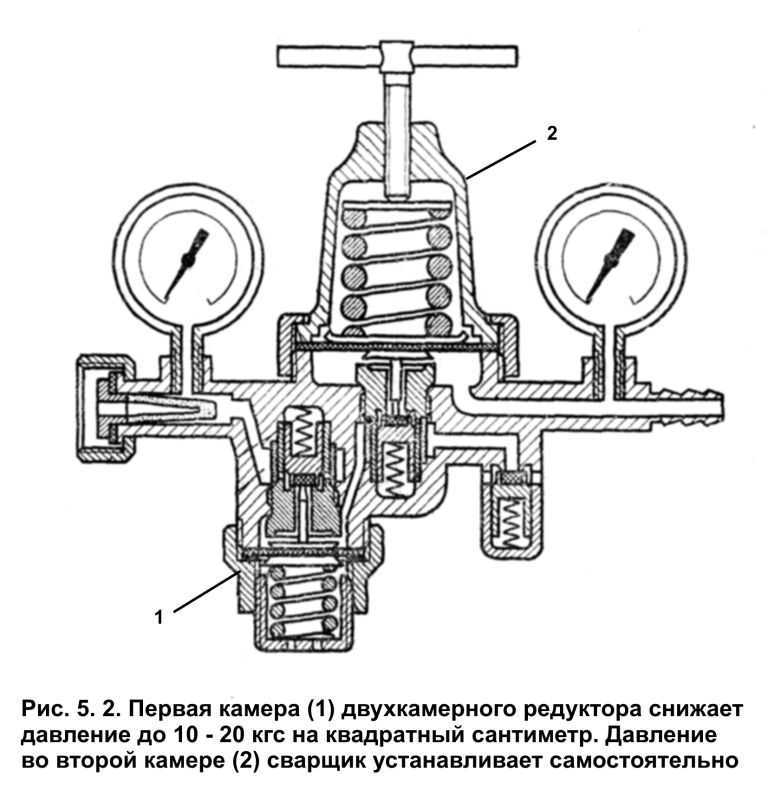
- Число ступеней редуцирования. Выпускаются одноступенчатые устройства, регулятором давления в которых выступает либо пружина, либо иной узел, и двухступенчатые, где регулирование давления происходит постепенно, при помощи промежуточных пневматических камер. Двухступенчатые редукторы обеспечивают более надёжную работу сварочного поста в условиях низких температур, более стабильны по своим характеристикам, но отличаются конструктивной сложностью и, следовательно, увеличенной ценой;
- Способ присоединения. Используется накидная гайка, а не хомут, поскольку взрывоопасность кислорода требует особых требований к герметичности;
- Климатическое исполнение. Требование к надёжности работы регулятора тока особенно возрастают, когда газосварка ведётся не только при низких температурах, но и с большими объёмами. При больших расходах давление кислорода быстро снижается, что сопровождается увеличением объёма газа, остающегося в баллоне. Этот физический процесс ускоряет охлаждение газа и редуктора, в результате устройство может потерять работоспособность.
Характеристики и особенности
Для правильного выбора и безаварийной эксплуатации редуктора необходимо знать его назначение и характеристики. Производители и торгующие организации сопровождают свои изделия следующим набором характеристик:
- тип редуктора (обратного или прямого действия);
- количество ступеней;
- пропускная способность;
- величина рабочего давления;
- максимальная величина входного давления;
- климатическое исполнение.
При описании устройства мы остановились на редукторе обратного действия. Это обусловлено тем, что этот тип встречается повсеместно, имеет решающие преимущества над редуктором прямого действия в виде надёжности и условий использования газа из баллона. Подробное описание работы редуктора прямого действия может заинтересовать только узкопрофильных специалистов. Для большинства пользователей достаточно знать, что разница между ними состоит в том, что в редукторе прямого действия давление газа из баллона стремится открыть клапан, а у редуктора обратного действия – наоборот закрыть.
Редукторы бывают одноступенчатые и двухступенчатые. Наибольшее распространение получили одноступенчатые. Они проще по конструкции и, соответственно, дешевле. Двухступенчатые более сложные и дорогие, но бывают случаи, когда без них не обойтись. Наличие промежуточных камер в двухступенчатом редукторе предотвращает возможность обмерзания редуктора при работе с большим расходом газа в условиях низких температур. Они допускают работу при отрицательных температурах и давлении до 200 атмосфер.
Такие характеристики, как пропускная способность, величина рабочего давления и максимальная величина входного давления понятны на интуитивном уровне и не нуждаются в специальных разъяснениях. Климатическое исполнение учитывает особенности работы в различных климатических зонах (жара, холод, сырость, влажность и т.п.).