
Преимущества покрасочной камеры
Наличие и использования порошковой покрасочной камеры дает возможность серьезной снизить основные материальные траты, которые идут на процесс окрашивания. Это основано на максимально экономичном расходовании используемой краски. Материал, который остается на поверхности кузова и в окружающем воздухе, посредством специального фильтра собирается и сразу возвращается с процесс производства. При этом порошок подвергается дополнительному очищению, чтобы эффективно избежать разных загрязнений.
Описывая основные преимущества применения камеры окрашивания, можно выделить такие положительные факторы:
- В результате существующие потери составляют не более 2%, когда при обычном методе окрашивания они составляют 50%.
- Применение порошковой краски предоставляет возможность регулировать толщину окрасочного слоя в пределах, который составляет 40-250 мкм.
- Можно отметить долговечность полученного эффекта, срок службы может достигать 20 лет.
- Окраска в подобной порошковой камере не требует проведения дополнительной сушки всех подверженных окрашиванию поверхности.
Что требуется для организации камеры
В производственном процессе можно вполне применять относительно простую модель малярного пистолета. К нему достаточно просто подключить подачу сжатого воздуха примерно в две атмосферы. В некоторых случаях при осуществлении работ может потребоваться максимально возможное высокое давление
Стоит обратить внимание, что кроме качественного надежного компрессора, подающего воздух, необходимо позаботиться о таком устройстве, как фильтр с обязательным присутствующим регулятором давления
В процессе обустройства камеры не обойтись без качественно разработанной мощной электрической сети, а также вентиляции. Пылесос может заменить рекуператор.
Простой, бытовой рекуператор не подойдет, так как обычно забивается буквально в первые минуты процесса окрашивания. Специалисты рекомендуют приобрести более качественный пылесос, имеющий циклонную насадку.
Для максимально качественного окрашивания требуется тщательно организовать освещение в помещении. Можно использовать для этого специальные герметичные лампы дневного освещения. Преимуществом подобных осветительных устройств заключается в том, что они не подвержены процессу нагревания. Осевшие элементы краски на них оплавляться не будут, потому создающая большое количество проблем чистка элементов освещения не потребуется.
При обустройстве камеры потребуется установить печь, расположить рядом специальные вешала, которые будут использоваться для полного охлаждения окрашенных деталей. В обязательном порядке потребуется провести электросеть, причем сделать это максимально грамотно, не пренебрегая необходимостью заземления. На осуществление данного процесса стоит пригласить профессионала, которые имеет соответствующие знания.
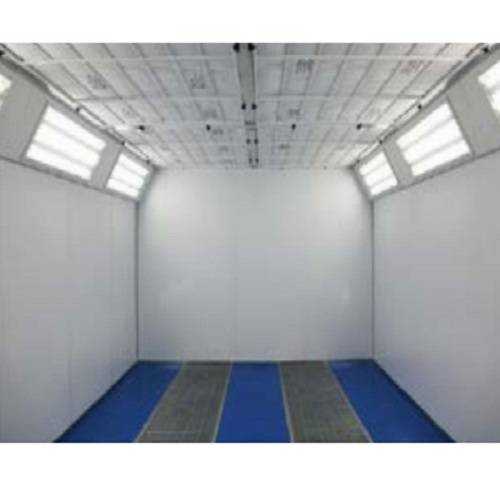
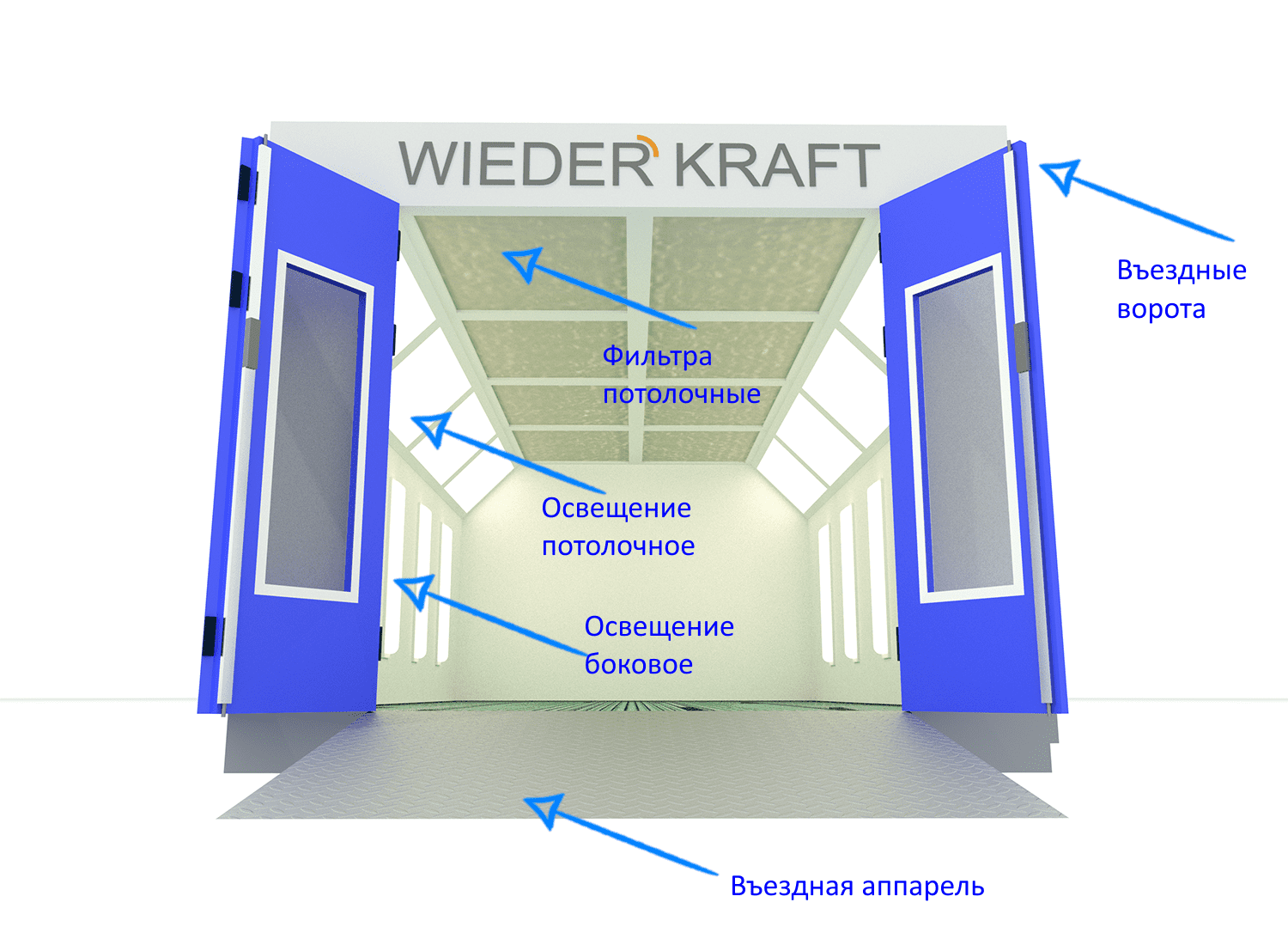
Освещение покрасочной камеры – важный параметр при покраске автомобиля
Для эффективной и качественной работы помещение под покраску должно соответствовать ряду требований, одним из которых является освещение. Правильно организовав процесс, мастер сможет покрасить кузов, как настоящий профессионал. Нельзя не отметить, что во время работы происходит сильное распыление краски, что автоматически ухудшает видимость в несколько раз.
Перед началом работ рекомендуется просчитать количество ламп и правильно их разместить. Для обеспечения отличной освещенности и видимости всех дефектов, необходимо ориентироваться на норму освещенности 1000–2000 люкс. Можно воспользоваться одной из схем освещения: потолочной, потолочно-стеновой или усилением освещения задней стенки помещения. Наиболее удобной и эффективной считается вторая схема.
Так как дневной (приближенный к солнечному) свет в камере – один из важнейших аспектов при покраске машины, рекомендуется разместить лампы в несколько рядов так, чтобы они находились на разных уровнях. Это улучшит визуализацию и, как следствие, обеспечит отличную покраску. Минимально рекомендуемое количество ламп – 24 штуки.
Освещение в покрасочной камере
Пользователь может приобрести лампы накаливания, светодиодные светильники или люминесцентные лампы. Все три варианта отличаются по мощности и стоимости. В зависимости от характеристик и предполагаемого бюджета, каждый выбирает наиболее приемлемый вариант.
Вентиляция помещения, очистка воздуха и сушка
Вентиляция позволяет:
- очистить воздух от пара, выделяемого при выполнении работы;
- удалить пыль и мелкие частицы, а также предотвратить их попадание на свежую краску;
- регулировать температуру и влажность.
Чтобы камера выполняла свои функции и обеспечила отличный результат, необходимо соблюдать определенные условия:
- Движение воздуха должно быть равномерным и направленным.
- Соблюдение температурного режима (идеальными показателями считаются 22–24 градуса).
Вентиляция позволяет очистить воздух от пара
- Поддержание оптимальной влажности, а именно 50–70%.
- Использование вертикальной системы вентиляции.
Перед установкой вентиляции следует определиться с выбором устройства. Выделяют одномоторный, двухмоторный и приточно-вытяжной тип системы. Для больших объемов работ использует последний тип вентиляции. Обычному пользователю для качественной очистки воздуха подойдет двухмоторная система с высокой производительностью.
Приточно-вытяжная вентиляционная система отлично циркулирует и очищает воздух, обеспечивает оптимальный температурный режим и сушку готовых изделий.
Как создать камеру для порошковой покраски и полимеризации своими руками
Первое и главное: габариты будущих окрашиваемых изделий. Цех покраски имеет размеры, которые скорее всего нельзя будет скорректировать после сборки. Поэтому рассчитывайте, будете ли Вы красить мебель или монументальные металлоконструкции.
Учитывайте, что некоторые элементы все равно придется покупать, потому что сделать их своими руками невозможно. Это система рекуперации, краскопульт для порошковой покраски, нагревательные элементы для печи запекания, вибростол, нагреватели.
Сборка камер для полимеризации и покраски
Начните с построения каркасов. Их можно сделать из труб или металлических реек и их будет два. Один, чуть меньше, вставлен в другой, чтобы между ними было 10-15 см. В это пространство набейте базальтового волокна. Никакое другое волокно не подойдет для печи запекания – не выдержит температуры или обойдется слишком дорого.
А в каркасы камеры для порошковой окраски, сделанные своими руками, можете положить любое герметичное волокно. Сделайте в каждой камере прямоугольное отверстие не шире 20 см. В печи оно будет воздуховодом, а в покрасочной камере сюда будет вставлен фильтр – уловитель порошка.
Нагревательные элементы в камере запекания
Без навыков работы электриком лучше не устанавливать нагревательные элементы. Базальтовая вата негорючая, но замыкание вполне можно устроить неправильным подключением и заземлением электрики. В лучшем случае полимеризационная камера не будет работать.
Особенность – нужно не обычное напряжение 220, а промышленные 380 Вв. Элементы нагревания нужно будет прикрыть металлическим листом.
Транспортные системы для камер полимеризации своими руками
Просто перетащить деталь, покрытую порошковой краской, нельзя. Транспортную систему сделать чисто механически можно, хоть и сложно. Электрическую без электрика точно невозможно. Итак, Вам нужны держатели, выдерживающие вес изделий, ровно установленная линия передвижения, и пульт управления ею. Или рычаг, если линия механическая.
Делаем каркас
Начнем мы с изготовления каркаса. Собирать наш каркас будем сварочным инструментом или с помощью болтов.
Отделочные работы
![]()
Подготовьте отделочный материал, ориентируясь на габариты печи. Зашейте внутреннюю часть стены, используйте при этом саморезы или сварочный инструмент. После этой процедуры плотно заделайте пустоту в стенах с помощью утеплителя. Чаще всего в качестве утеплителя используют базальтовую плиту.


Далее аналогично зашивается наружная часть печи, прикрепляются защелки и петли для дверцы. Сверху прикрепляются кронштейны. Они будут служить для подвешивания окрашенных изделий.
Устанавливаем вентилятор и нагревательные тэны
Тэны равномерно крепятся на боковых стенах и соединяются проводами. После этого они выводятся наружу. Из листового материала сделайте кожух с отверстием для воздуха по бокам. Закройте тэны кожухами.
Вентилятор собирается в систему с нагнетательной и заборной воздушными шахтами. Заборная воздушная шахта делается вдвое меньше чем нагнетательная. Провода от вентилятора должны находиться снаружи.
Если вы все правильно сделали, тогда воздух в вашей печи полимеризации будет проходить сквозь защитные кожухи, далее выйдет вниз и снова поднимется вверх через сушащиеся изделия.
Устанавливаем блок управления
![]()
Это завершающий, но самый главный этап. Посредством блока питания будет происходить управление вентилятором и нагреванием. Приобретайте специализированный блок, который предназначен для таких печей. Состоит он из указателей температуры, датчиков, устройства для управления вентилятором и аварийного автомата. Вот мы и сделали печь полимеризации своими руками. Из недостатков печи можно выделить то, что ее не очень резонно приобретать для маленького производства или для использования в домашних условиях. В основном, такие печи предназначены для больших объемов работ. Также недостатком можно считать ее стоимость, которая является не самой низкой. А в остальном – это очень удобная и практичная вещь для покраски необходимых вещей.
Производство порошковых красок в России пока только развивается, но уже сегодня есть несколько брендов, которые не уступают по качеству иностранным аналогам, хотя если отталкиваться от цены, то разница будет небольшая, как не отличается и способ нанесения самих полимеров на металл.
Главное отличие нанесения порошковых красок от, привычных, жидких, заключается в том, что тут необходим специальный краскопульт. Который помимо распыления, заряжает частицы краски положительным электрическим зарядом. В то время как само изделие заземляется и соответственно имеет отрицательный заряд.
Благодаря этому, порошок при попадании на металл, проникает в молекулярную структуру и как бы становится единым целым с изделием, поэтому у такого способа окраски можно выделить целый ряд преимуществ:
- Устойчивость покрытия к механическим воздействиям. Изделие окрашенное порошковым полимером может сгибаться, а покрытие при этом остаётся цельным.
- Полная нейтральность к воде, и соответственно к образованию ржавчины.
- Внешний вид изделия. Порошковые краски дают гладкость покрытия и блеск, которого практически невозможно добиться с другими материалами.
- Долговечность покрытия, которая достигается за счёт прогревания металла и адгезии на молекулярном уровне.
Конечно, можно выделить и ряд минусов, но все они связаны с технической стороной вопроса:
- Сложный процесс нанесения, предусматривающий несколько этапов, каждый из которых занимает определённое время.
- Инструкция по работе с порошковыми красителями предусматривает наличие дорогостоящего оборудования. И если, камеру можно сделать самостоятельно. То вот краскопульт и комплектующие для печи, придётся приобретать отдельно.
- Так как производство порошковой краски очень дорогой процесс, а сами работы по нанесению занимают много времени, то и изделие, покрытое этим материалом, значительно возрастает в цене.
А наглядно понять весь процесс окрашивания, можно посмотрев видео в этой статье.
Напомним технологию порошковой окраски
![]()
Напомним технологию порошковой окраски В порошковых покрасочных камерах вместо привычных лакокрасящих материалов используют колерованный порошок. Порошковая краска, это мелко-дисперсионный порошок с необходимыми примесями. Зернистость порошка примерно 10 – 100 мкм.
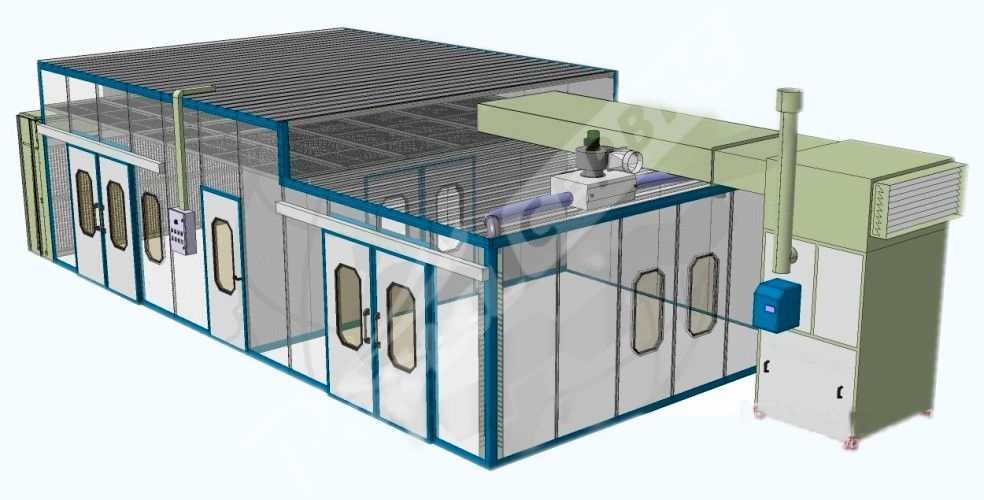
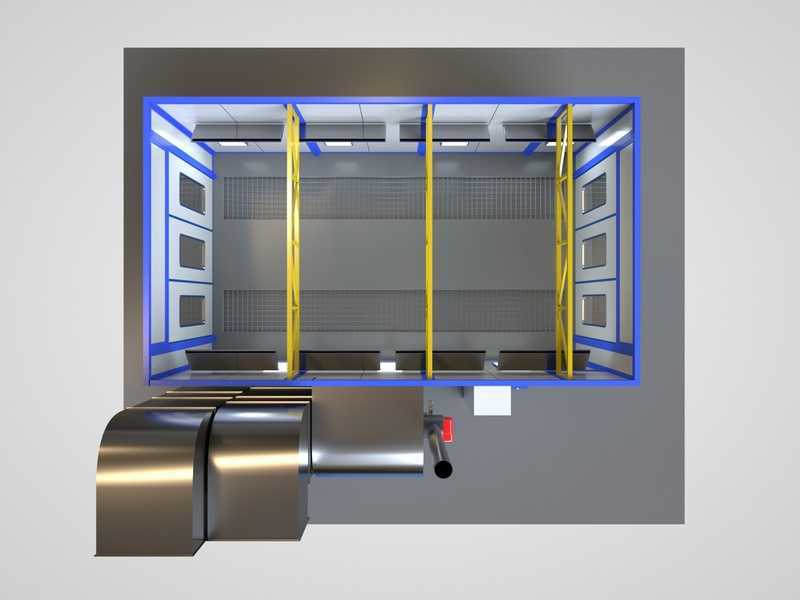
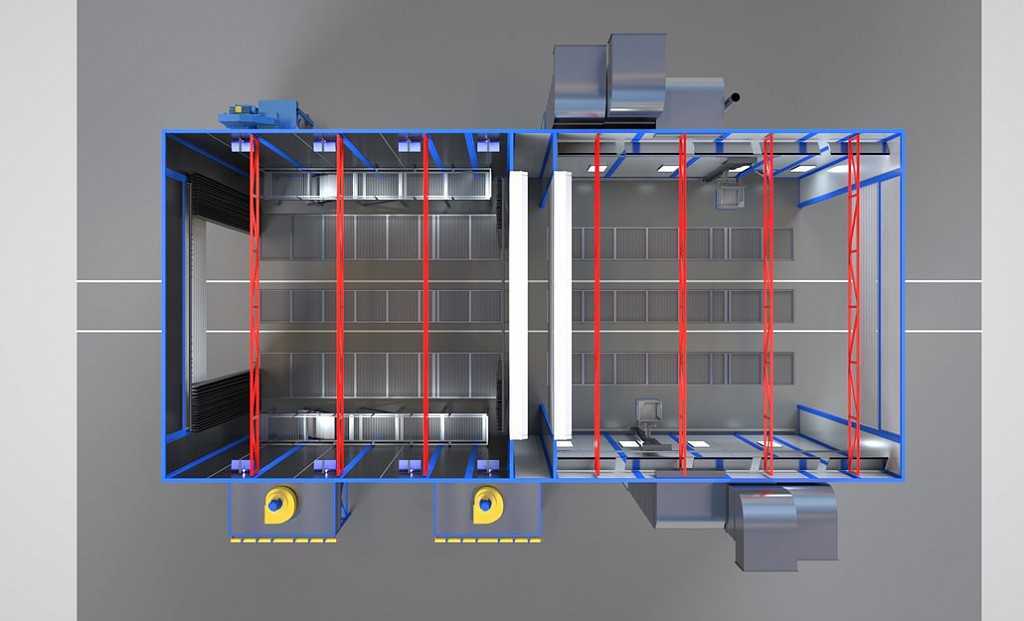
Устройство порошковой покрасочной камеры
Порошковая покрасочная камера состоит из двух систем: фильтрации воздуха и рекуперации порошка. Перед покраской порошок подвергается намагничиванию, в результате чего приобретает определенный полюс магнитного поля. Кузов автомобиля – второй полюс. Порошок прилипает к металлу плотным и равномерным слоем.
После нанесения порошка, слой запекают. Для этого кузов нагревается до температуры в 160 – 200 градусов. Порошок расплавляется и выдерживается в этом температурном режиме в течение 10 – 20 минут.
В заводских условиях порошковая окраска используется не только для окрашивания кузова, но и для покраски дисков колес, бамперов, пластиковых деталей, отражателей фар.
В настоящее время применяется порошковая окраска с матовым эффектом, полуматовым, под кожу и т. д. В процессе используют готовый порошок, который не требует специального разведения.
Принципы методики окрашивания
Деталь перед окрашиванием очищается, обезжиривается. В посуду с приготовленным раствором моющего средства, с добавлением растворителя (уайт-спирита или ацетона), при температурном режиме 40-60 градусов выше нуля, обезжиривается одновременно несколько деталей. Все загрязнения убираются дробеструйными и пескоструйными приборами.
Тип полимеризационной конструкции диктует способ обработки детали порошковым красителем. Дальше она обрабатывается в термической установке. Порошок нагревается, расплавляется и полимер покрывает все мелкие поры поверхности детали. Покрытие высокой степени адгезии проходит стадию спекания, что усиливает прочность слоя и его сцепление с основой.
![]()
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
![]()
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
![]()
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
![]() Конструкция и комплектация пистолета для порошковой покраски
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику. После всех манипуляций получается вполне приличный пистолет
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
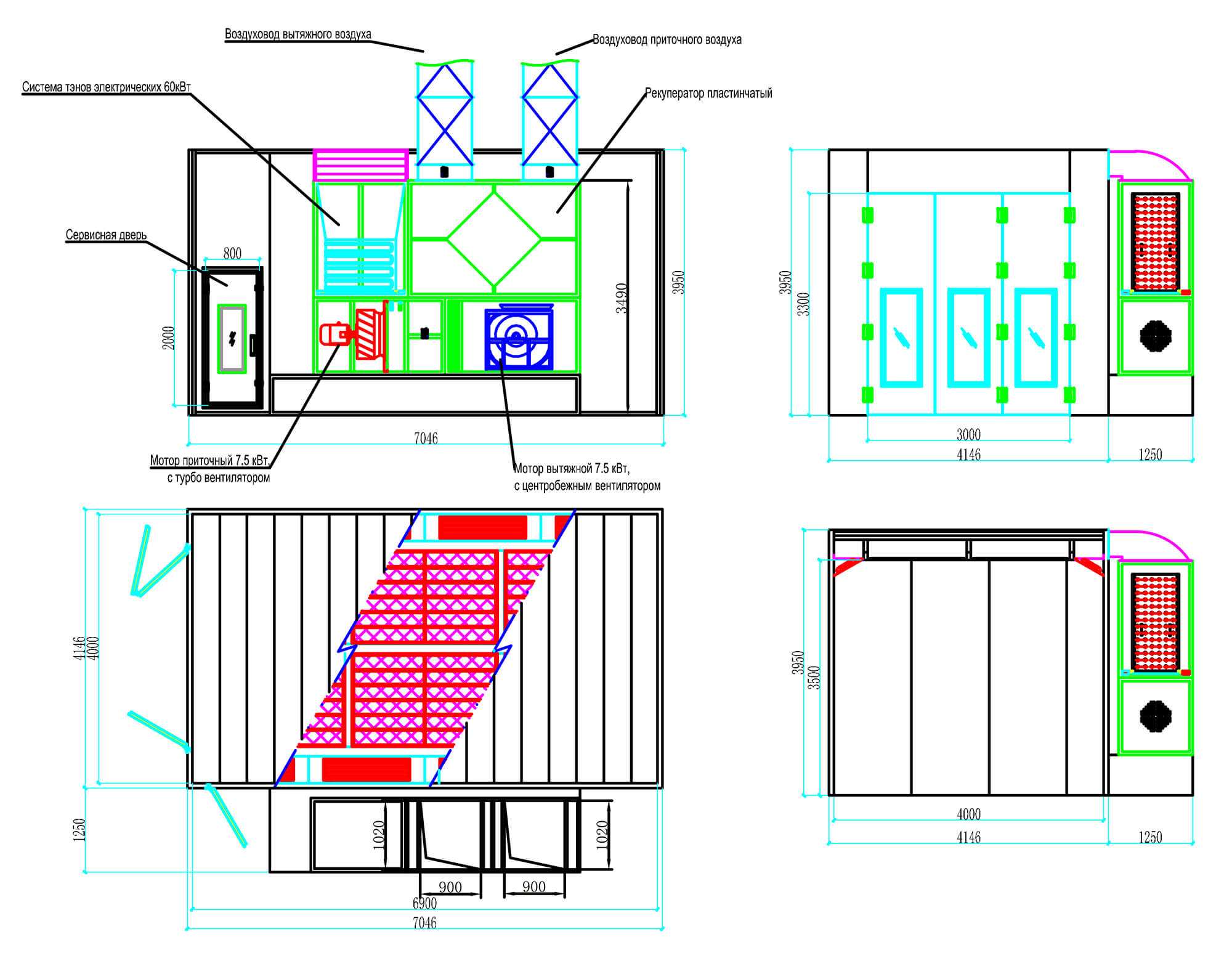
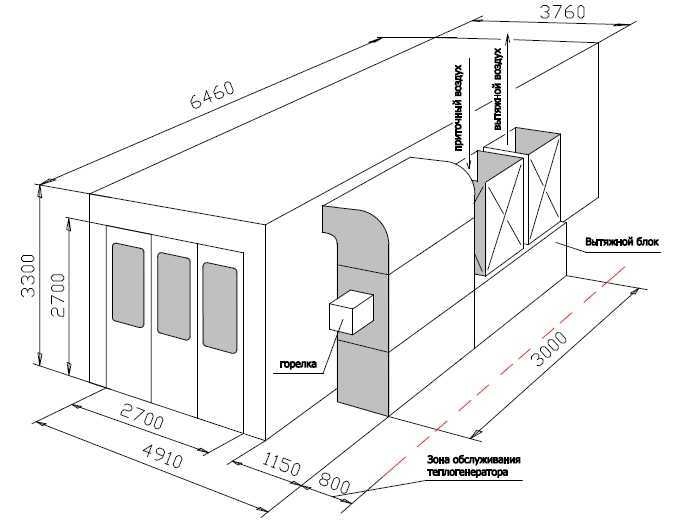
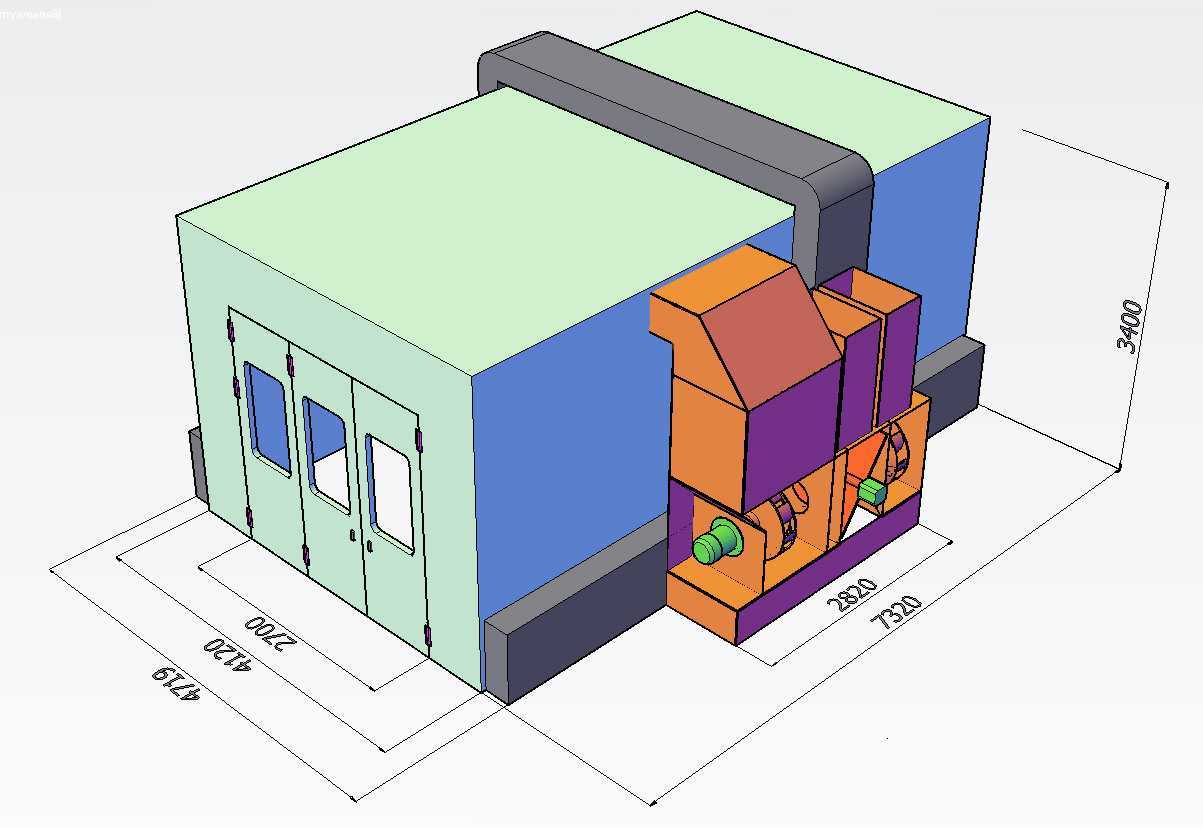
Особенности вентсистемы боксов для окраски
Вентиляция окрасочных камер для окрашивания автомобилей имеет специфические особенности:
- В соответствии с технологическим процессом, когда используются разные температурные режимы, необходимо регулирование интенсивности воздушных потоков и их температуры.
- Для небольших помещений допускается приточная вентиляция с механическим побуждением, а вытяжная – с естественной тягой. Для остальных – вся система автоматизирована.
- Целесообразно использование не моносистемы (все оборудование объединено в одну систему), а наборной (наличие отдельных приточной и вытяжной систем).
- Приток должен на 1/3 быть мощнее вытяжки. Это предусматривают для того, чтобы более мощная вытяжка не вытягивала воздух, пыль, влагу из других помещений.
- Кратность воздухообмена установлена на уровне минимум 40 раз в час. В зависимости от размеров автомобиля ее повышают до 100. Этот показатель предельно допустимой концентрации, влияет на здоровье людей и качество окрашенных поверхностей.
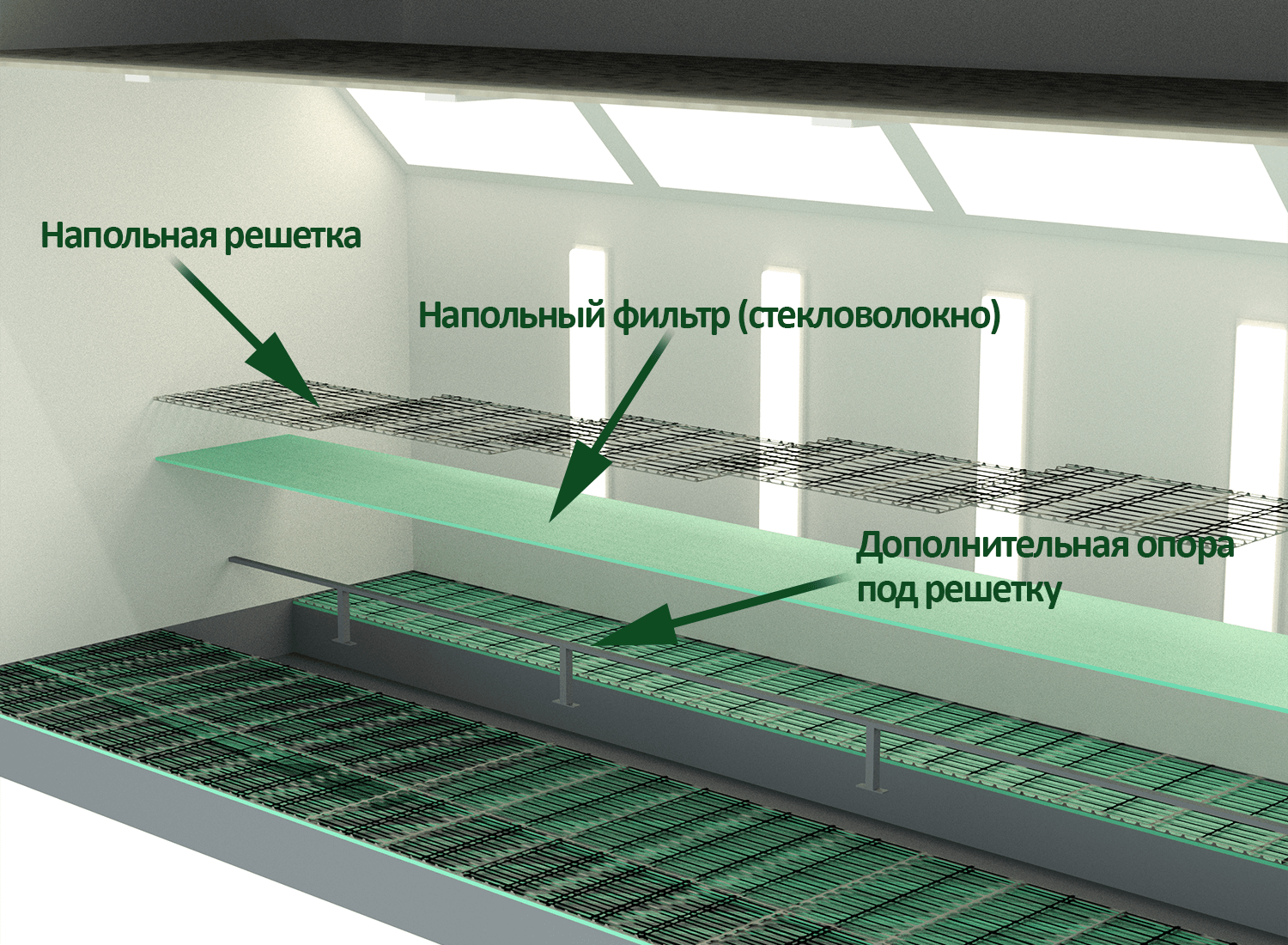
- Многие владельцы покрасочных камер используют пол, как дополнительную вытяжку.
- Принципиально расположение воздуховодов: приток свежего, подогретого воздуха осуществляется через отверстия сверху вниз, а отвод загрязненного – снизу (из камеры) и вверх (на крышу).
Необходимое оборудование
Для изготовления порошковой покрасочной камеры потребуется купить некоторое оборудование, которое невозможно смастерить из подручных средств. Работа в самодельной камере потребует строгого соблюдения точной технологии. Что потребуется:
- Печка по принципу духовки.
- Пылесос с насадкой циклонного вида.
- Покрасочный пистолет.
- Наличие вентиляции.
- Сильный компрессор для подачи сжатого воздуха.
- Надёжный, мощный источник электроэнергии.
- Фильтр с регулятором давления.
Можно применить обычную модель покрасочного пистолета. Через него надо пустить сжатый воздух под давлением две атмосферы. Но часто придётся иметь дело и с более высоким давлением. Необходимо запастись фильтром с регулировкой давления. Устройство камеры требует наличия мощного источника тока. Процесс потребует и вентиляции. Применить простой пылесос не получится: он быстро забьётся. Лучше всего купить аппарат с циклонной насадкой. В ходе работы пригодится оборудование:
- линейка,
- болгарка,
- уровень,
- сварка (желательно полуавтоматическая),
- ножницы по металлу,
- прочие инструменты (обязательно плоскогубцы).
Камера полимеризации может быть сделана без сварки. Её можно склепать, сделать на саморезах.
Материалы и составные части
Потребуется перечень следующих материалов:
- оцинкованный листовой металл,
- профильная труба (с гранью 30 мм),
- тэны для нагрева,
- улитковый вентилятор,
- дверные петли и защёлка,
- утеплитель (желательно базальтовая плита 100 мм),
- блок для управления электроприборами,
- провод с соответствующим сечением.
Освещать помещение лучше всего герметичными лампами дневного света. Они не нагреваются, осевшая на них краска не станет плавиться. После установки печи располагают кронштейны. Они потребуются для охлаждения покрашенных деталей. Проводка электросети — дело ответственное. Оно не терпит ошибок, схема должна иметь заземление. Лучше пригласить для консультации бывалого электрика.
Как сделать порошковую покрасочную камеру своими руками?
Как сделать порошковую покрасочную камеру своими руками?
Вы все-таки желаете изготовить порошковую покрасочную камеру собственными руками? Такая возможность существует. Правда, вам все равно придется покупать фирменное оборудование, без которого процесс будет невозможным. Кроме того, вам придется тщательно соблюдать все этапы окрасочного процесса.
Порошковая покрасочная камера в домашних условиях потребует от вас:
- покрасочного пистолета
- мощный компрессор для подачи сжатого воздуха
- фильтр с регулятором давления
- мощная электросеть
- вентиляция
- пылесос, оснащенный насадкой циклонного типа
- печь по типу духовки
Что необходимо для порошковой покрасочной камеры?
Использовать в производстве можно простую модель малярного пистолета, подключив подачу сжатого воздуха в две атмосферы. Однако по ходу работ может потребоваться более высокое давление. Кроме надежного компрессора позаботьтесь и о фильтре с обязательным регулятором давления.
При обустройстве камеры вам не обойтись без мощной электрической сети и вентиляции. Рекуператор заменит пылесос. Обычный бытовой не подойдет, в первые же минуты он забивается. Лучше всего приобрести специальный пылесос, с циклонной насадкой.
Для освещения помещения используйте герметичные лампы дневного света. Так как они не подвержены нагреву, осевшая краска на них не будет оплавляться и чистка ламп не создаст проблем. Установив печь, расположите рядом вешала, для охлаждения окрашенных деталей. Проводить электросеть следует грамотно, не забыв о необходимости заземления. Проще пригласить для работы специалиста.
Работы проводят в плотном комбинезоне, специально предназначенном для работы с электрооборудованием. Обязательно использование респиратора. Вынимать готовые детали из печи следует специальным крючком. Простейшая порошковая покрасочная камера в вашем распоряжении.
MgM3A8SCYaY
Отделка стенок и двери
Далее следует зашить внутреннюю сторону стенок шкафа – для этого используется листовой металл, который предварительно раскраивается в соответствии с размерами камеры. Обшивочный материал можно крепить при помощи сварочного аппарата или саморезов. Во втором случае следует проследить за тем, чтобы листы плотно прилегали к профильной трубе, и не было больших зазоров.
Затем полость стенок заполняется утеплителем. Если используются базальтовые плиты, то они аккуратно нарезаются и закрепляются к внутренней обшивке. Утеплитель следует укладывать как можно плотнее, не оставляя пустых мест.
После того, как базальт уложен, можно зашивать наружную часть стенок будущей камеры полимеризации. Делается это так же, как и с внутренней стороны. После этого можно закрепить на шкафу петли для дверок, а также установить защелку или другое приспособление для их плотного запирания. К потолку камеры крепятся кронштейны для подвешивания окрашенных деталей. Их можно изготовить из уголков или из того же профиля, который использовался для сборки каркаса.
Достоинства порошковой окраски при помощи камеры полимеризации (печь полимеризации, печь оплавления):
Порошковая краска представляет из себя мелкодисперсный порошок, в состав которого входят некоторые полимерные смолы, а также отвердители и вещества, придающие цвет.Воздействие внутри камеры полимеризации помогает создать высокопрочное, однородное покрытие. При это следует заранее учесть, сможет ли обрабатываемая деталь выдержать контакт с температурой около двухсот градусов по Цельсию.Порошковое окрашивание безусловно имеет ряд неоспоримых достоинств, выгодно отличающих его традиционных методов покраски металла. Главные из преимуществ:
- Порошковое окрашивание создает эталонное качество поверхности детали;
- Разнообразие цветов и оттенков;
- Возможность применения различных стилистик и эффектов на рабочем материале;
- Экологичность данной технологии;
- Отсутствие растворителей;
- Безопасность порошкового покрытия для людей при прямом контакте;
- Пожаробезопасность;
- Удобство и быстрота нанесения.
Компания «Вива-вент» установила на производстве камеру полимеризации (печь полимеризации) и предоставляет своим клиентам НОВУЮ услугу — окрашивание любых металлических изделий порошковым покрытием RAL разных цветов и оттенков, обеспечивающим отличное качество поверхности детали.
Примеры порошковой окраски изделий с помощью камеры полимеризации смотрите здесь>>


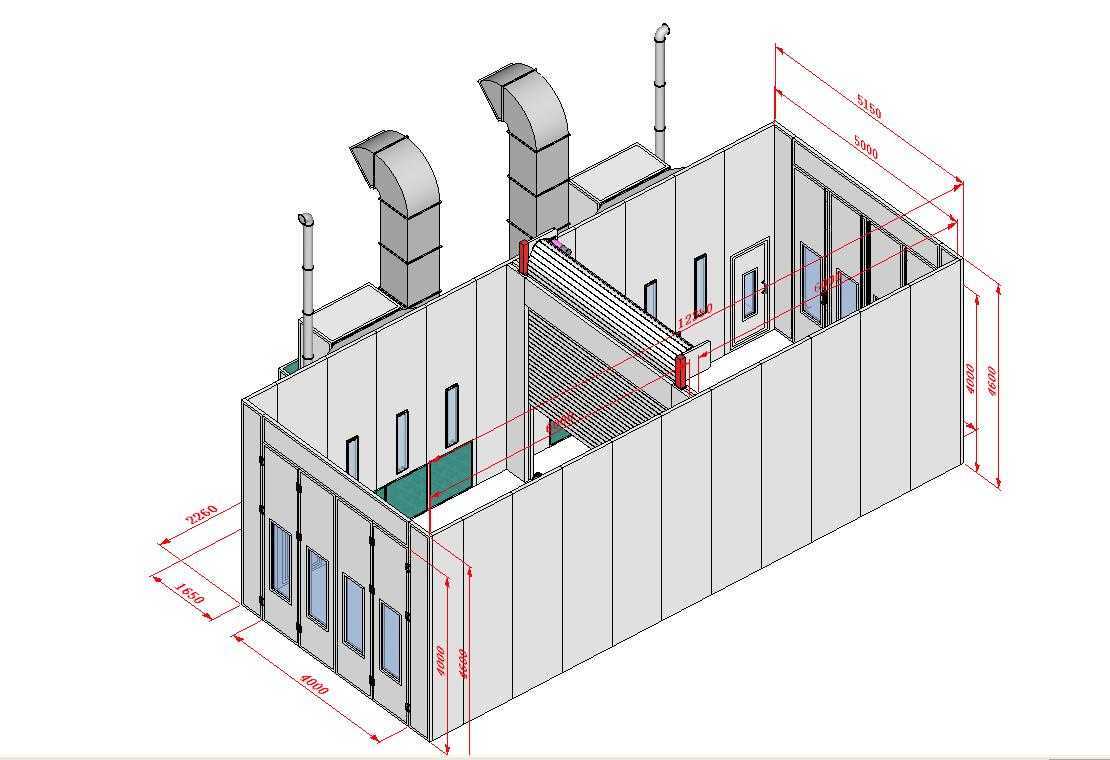
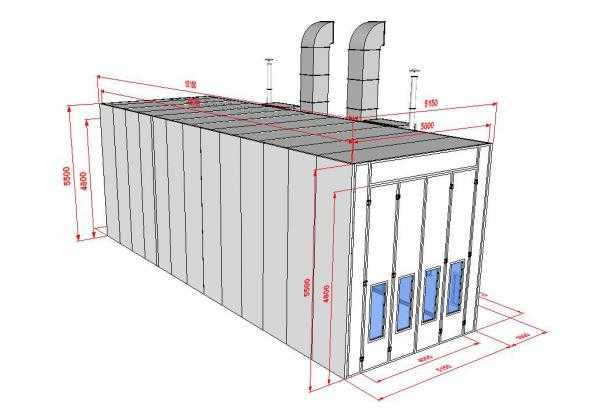
Что из себя представляет КАМЕРА ПОЛИМЕРИЗАЦИИ (ПЕЧЬ ПОЛИМЕРИЗАЦИИ):
Камера полимеризации является сборной конструкцией из сэндвич панелей, заполненных теплоизоляционным материалом. Благодаря особой конструкции камеры полимеризации, температура внутри камеры сохраняется в течение длительного времени, без нагрева наружных стенок и тепловых потерь.
Камера полимеризации (печь полимеризации, печь оплавления) используется для осуществления технологического процесса полимеризации порошковых композиций, предварительно нанесенных на металлические детали.
Проем печи, в который осуществляют загрузку деталий закрывают теплоизолированными дверями, оборудованными специальным запорным механизмом. По периметру дверей установлен термостойкий резиновый профиль.
В полимеризационную печь отдельно монтируется термоблок, который и осуществляет нагрев камеры. Внутри термоблока монтируют ТЭНы, которые устанавливают на боковых стенках и закрывают теплоотражающими экранами. Конструкция термоблока полимеризационной печи дает возможность в короткие сроки осуществлять профилактику нагревательных элементов и замену неисправных ТЭНов. В случае если вам потребуется увеличить рабочий объем камеры полимеризации. Конструкция из сэндвич панелей позволяет легко добавить рабочий объем камеры полимеризации.

Термоблок, подключенный к камере полимеризации, осуществляет принудительную циркуляцию воздуха для создания равномерной температуры внутри камеры.
Подробнее о процессе полимеризации порошковой краски:
- Через дверной проем в полимеризационную печь по транспортной системе загружается тележка с деталями, на которые была нанесена порошковая краска. После этого двери камеры закрываются и запираются спец. механизмом.
- На пульте управления включается вводной автомат и кнопка ПУСК, при этом включается термоблок, полимеризационная камера начинает нагреваться.
- Терморегулятор пульта управления камеры полимеризации настраивается на температуру до 250°С (температура зависит от типа порошковой краски).
- Когда температура в полимеризационной камере достигает 130°С — 140°С порошковая краска начинает выделять летучие вещества в виде дыма. Для их отсоса из камеры полимеризации этих веществ в автоматическом режиме включается вентилятор вытяжки, настроенный на работу в течение 10 секунд с паузой в работе 5 минут.Когда температура внутреннего объема становится на 5°С — 10°С ниже заданной, отключается I группа ТЭНов.
- Когда достигается заданная температура, отключается II группа ТЭНов и включается реле времени, настраиваемое соответственно на 20, 10 или 5 минут.
- После выхода камеры полимеризации с заданного режима выключаются ТЭНы и вентилятор рециркуляции воздуха, включается вентилятор вытяжки и звуковая сигнализация. Если это необходимо, вентилятор вытяжки включается в любое время до или после режима полимеризации (180° С) переводом рукоятки переключателя в режим «Руч».
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две категории:
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
- Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить.
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Самый первый завод, деятельность которого была направлено на производство нетрадиционного покрасочного материала, то есть специальной порошковой краски, был запущен в 1971 году на территории Америки. Именно по этой причине метод порошкового окрашивания считается относительно новым.
В настоящее время практически все производители транспортных средств переходят именно на данную категорию краски. Они признают практичность и экономичность данной технологии. Применение специальное порошковой покрасочной камеры дает возможность осуществлять данный процесс максимально оперативно и очень качественно.
Подвиды и их особенности
Сейчас выпускается много подвидов таких камер, и ассортимент только расширяется. Конструкционные составляющие такие:
- Тупиковая.
- Проходная.
- Двухпостовая.
- Однопостовая.
- С картриджным фильтром.
Разберем характеристики некоторых из них.
Однопостовая:
- Имеет рекуператор, оснащенный фильтром в единичном количестве.
- Может обработать до 99% распыленной краски из воздуха.
- Фильтр очищают следующим образом: обдувают вручную или же при помощи автоматического режима.
- Мощность не менее 3 кВт.
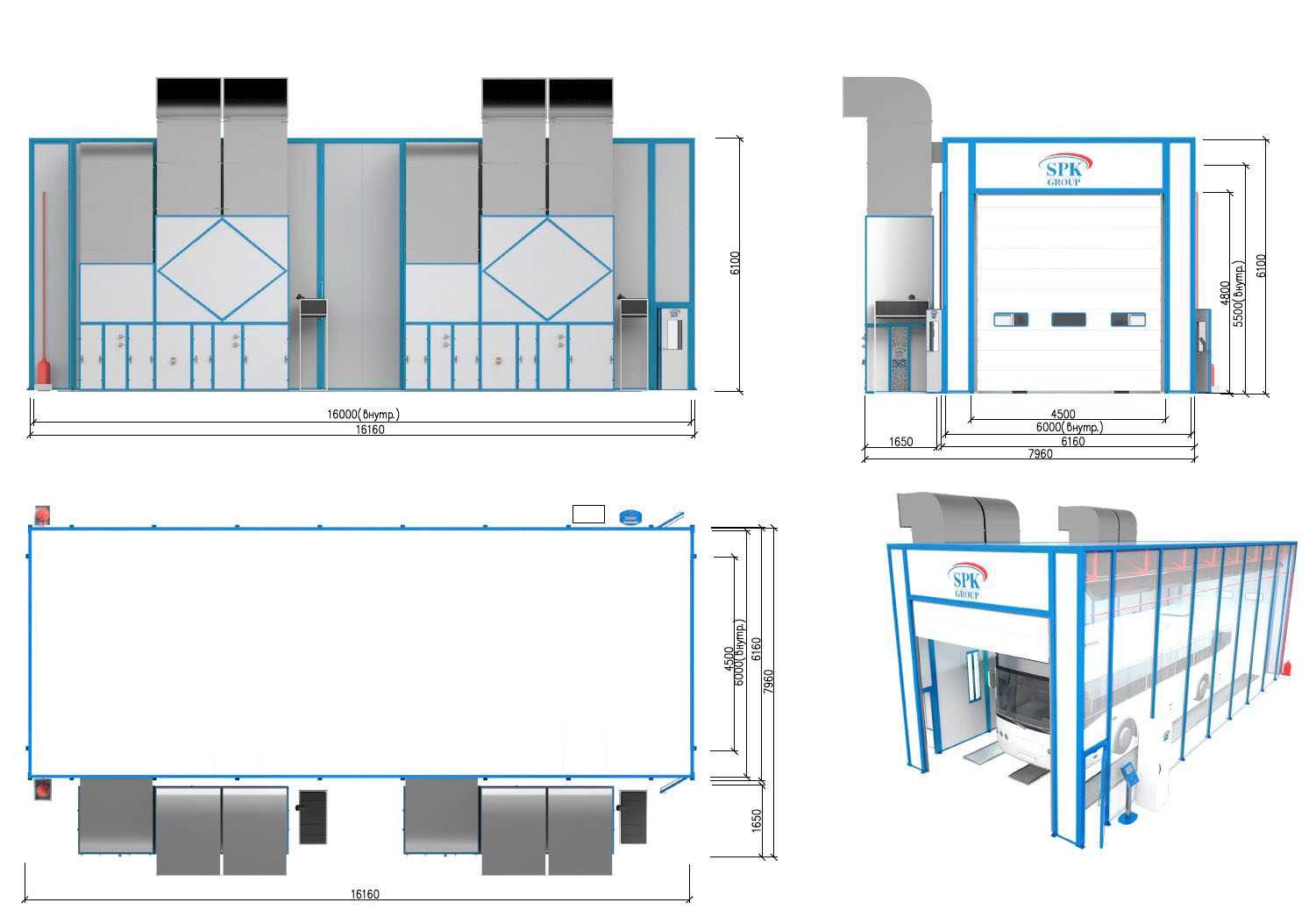
- Рабочее пространство (стандарт): 1700 х 1100 х 2000 мм.
- Вес – 390 кг.
Двухпостовая (маркировка КО2):
- Проходного типа.
- Имеет два рекупатора и два сменных фильтра.
- Продумана технология повторной очистки краски (до 99% распыленного состава возвращается в работу).
- Фильтры можно очищать только воздухом под давлением.
- Мощность от 5 кВт.
- Рабочее пространство 1700 х 1100 х 4000 мм.
- Вес – 640 кг.
Такой тип удобнее всего при обработке деталей с нескольких сторон. Изделия проходят проемы для распыления с двух сторон. Это удобно при работе сразу двух операторов системы.
С картриджным фильтром порошковая покрасочная камера оснащена:
- Покрасочной кабиной.
- Системой сменных фильтров.
- Фильтрами-картриджами.
- Ситом на вибромеханизме.
- Емкостью для подбора краски с фильтрами.
- Порошковым инжектором.
- Скребком.
- Системой обдува фильтра на сжатом воздухе.
- Абсолютным фильтром.
- Системой для подачи чистого воздуха.
- Решеткой.
Есть и особые рабочие моменты именно для этого вида. Они заключаются в следующем: за счет тяги подается воздух с порошковой краской. Все это проходит через картриджи. Краска просеивается и осыпается в приемник. Затем уже этот состав подается в пистолет для порошковой покраски. Все лишнее, что осталось на фильтре, устраняется сжатым воздухом. И при недостатке краски в системе загорается датчик.
Чаще покупают и используют именно проходные модели порошковых камер, потому как они входят в покрасочную линию, объединенную в общей транспортной системе.
![]()