
Заплатка своими руками на кузов автомобиля (стеклоткань, пайка, сварка)
Хорошо если у вас есть возможность менять автомобили как перчатки. А если такой возможности нет? То видимо их предстоит «штопать»! Как и тем, у кого нет возможности менять эти самые перчатки. В общем, мы не хотим проводить аналогии о материальном благосостоянии автолюбителей, и тем более затрагивать их личное «я» в материальных вопросах, дело это житейское и не подлежит обсуждению.
А вот на счет практической информационной помощи в вопросах ремонта автомобилей, в этом мы вполне можем помочь. Итак, сегодняшняя наша тема о заплатках на машине. Такие заплатки нужны тогда, когда кузов имеет сквозную ржавчину и ничего более чем латать уже не остается. На самом деле существует несколько способов того, как можно заделать дыру в кузове. Именно о таких способах мы и поговорим.
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.
Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.
В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется.
Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.
Заплатка своими руками на кузов автомобиля припаянная с помощью припоя и паяльника
Второй вариант установки заплатки можно отнести еще к эре советских автолюбителей, когда в ходу было лужение чайников и тому подобные вполне бытовые процедуры на первый взгляд.
Сварочные автоматы тогда были редкость, да и обычные трансформаторные сварочники были не у всех, а дырки образовывались с незавидной частотой. Так что выход искать надо было, и он был найдет.
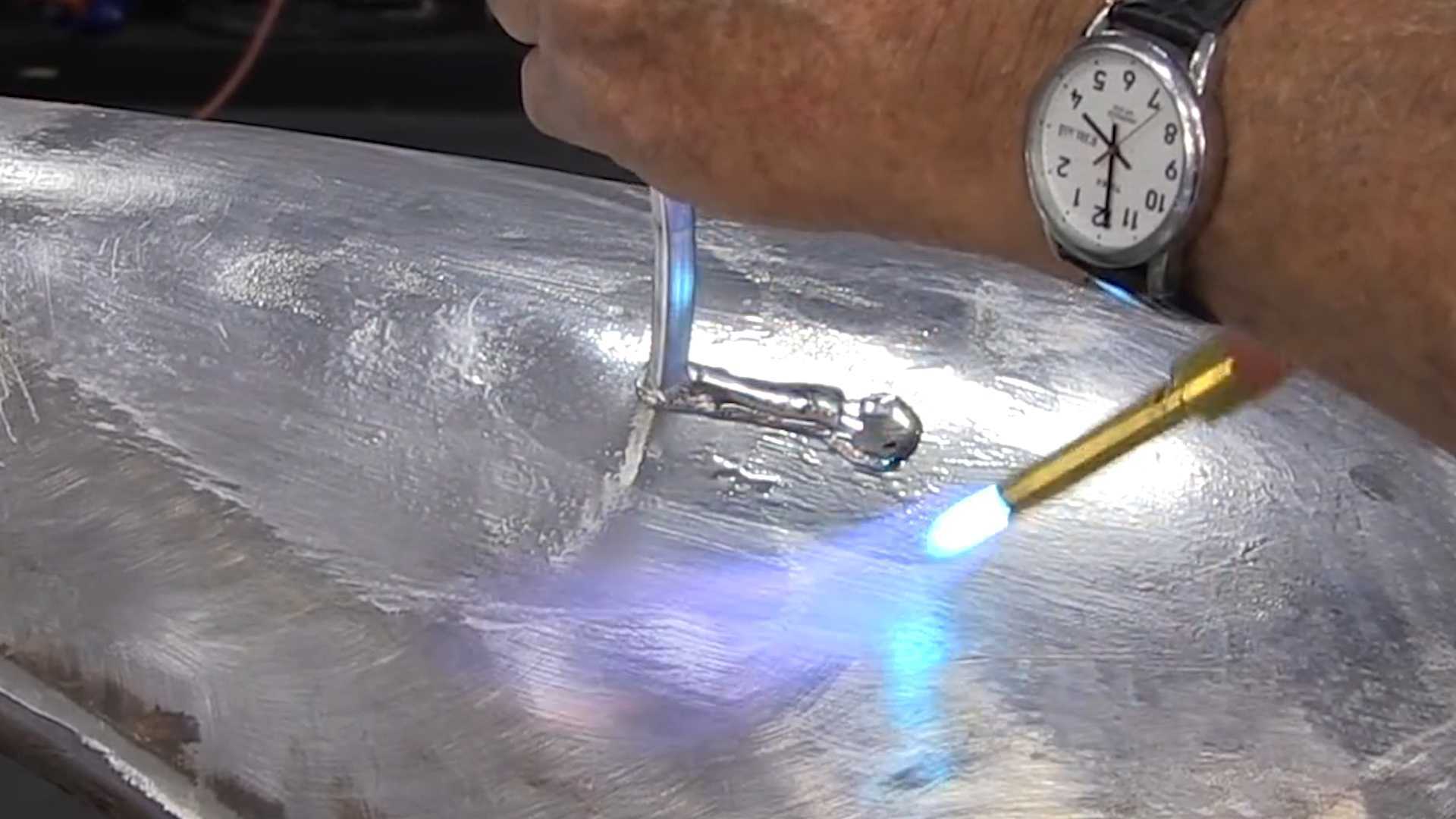
Пайка металла с помощью мощного паяльника и припоя, вот что может ликвидировать отверстия в кузове прогнившего авто. Как и для пайки, здесь нам необходим будет флюс для пайки.
Его роль заключается в создании вокруг места для пайки защитной пленки, которая будет препятствовать быстрому окислению, тем самым улучшая качество соединения припоя и металла, который мы паяем. Для этого прекрасно подойдет паяльная кислота. Последнюю можно приобрести в радиомагазинах. Теперь о паяльнике.
Мощности обычного паяльника вроде 25-40 Ваттного паяльника явно не хватит для того чтобы разогреть металл и припой. Здесь нужен паяльник на 1 КВатт или около того. Можно использовать паяльник разогреваемый на паяльной лампе или вовсе газовую горелку. Припой лучше взять твердоплавкий, работать с ним будет несколько сложнее, но зато его стойкость тоже будет повыше.
Отверстия очищаем от ржавчины и грязи. а края до металла.
Если отверстия маленькие, то их просто можно постепенно «затянуть» припоем, от краев к центру. Вначале припой наносится на края, а потом наращивается к середине отверстия.
Далее зачистить и шпаклевать.
Если отверстие большое, то можно использовать жестяную пластину, например от консервы. Пластина припаивается к краям отверстия.
Чем отмыть монтажную пену с волос?
В случае, если утеплитель попал на волосы, действовать нужно незамедлительно, пока он не засох:
- Свежий монтажный материал нужно быстро растворить специальными составами, перечень которых был указан выше. Они сильно сушат волосы. Если есть под рукой «Димексид» – лучше воспользоваться им.
- После полного удаления герметика волосы промываются под проточной водой с использованием привычного шампуня.
- Завершающим этапом становится нанесение бальзама-ополаскивателя или маски для волос.
Как отмыть засохшую монтажную пену с волос знают не многие. Если участок небольшой, то можно постараться удалить ножницами все то, что не попало в волосы. Затем аккуратно вычесать пряди гребнем с крупными зубцами. Обширную пораженную область придется состричь или даже сбрить машинкой. Сделать это лучше у парикмахера, который постарается деликатно удалить герметик и придать прическе опрятный внешний вид.
![]()
Способы нанесения покрытий из олова
Оловянные покрытия сегодня в основном наносятся двумя методами, каждый из которых имеет ряд достоинств и недостатков. Один из них – это горячее металлопокрытие с погружением изделия в расплав олова. Во втором случае используется гальваническое (электролитическое) осаждение олова на поверхность детали, где в качестве исходного сырья применяются оловянные аноды с высокой химической чистотой. Существуют еще несколько механических и химических способов покрытия оловом (лужение натиранием, металлизация напылением, диффузионный метод и т.п.), которые в современных условиях имеют ограниченное применение из-за их сложности и низкой производительности.
Какие инструменты и материалы нужны для лужения и пайки кузова?
Набор для лужения и пайки кузова.
- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100 . Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей.
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.
![]() Для работы рекомендуется использовать специальную подставку
Для работы рекомендуется использовать специальную подставку
Паяльник
Ручное устройство используется для:
- прогрева соединяемых деталей;
- нагрева припоя;
- нанесения жидкого припоя на элементы, подлежащие соединению.
Припой
Для эксплуатации агрегата мастеру может потребоваться припой — сплав олова со свинцом. Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.
Для домашних целей паяют сплавами с меньшим процентом содержания олова. Кроме того, используют мягкие и твердые припои. Первые имеют температуру плавления до 450 градусов, остальные относятся к твердым.
Флюс
Процесс обязательно осуществляют под флюсом, который обеспечивает:
- максимальное сцепление с ним сплава;
- растворение окисных пленок.
Зачастую применяют канифоль, а также составы в которые она входит. Для размягчения материала достаточно температуры 50 градусов, при 200 градусов она уже кипит.
![]() С помощью флюса можно определить готовность к пайке
С помощью флюса можно определить готовность к пайке
Паяльные пасты
Паяльные пасты также необходимы для пайки. Они представляют собой смесь из припоя и флюса. Позволяют осуществить пайку в любых местах. Состав наносят на компонент, а затем жалом прогревают его.










Приготовить состав можно своими руками в домашних условиях. Для этого необходимо соединить оловянные опилки и жидкий флюс. Масса должна по консистенции напоминать гель.
Подставка для паяльника
Подставка для инструмента необходима в первую очередь для безопасности. В процессе эксплуатации прибор нагревается до максимальной температуры, поэтому в перерывах между работой его следует ставить на подставку. Для мощных приборов используют подставку с двумя опорами, которая может крепко держать прибор.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
![]() Перед каждой эксплуатацией прибор нужно проверять на техническую исправность
Перед каждой эксплуатацией прибор нужно проверять на техническую исправность
Технология изготовления
Производство магнитиков не отличается особенными сложностями. Достаточно подготовить изображение, нанести его тем или иным образом на форму и приклеить магнитное вещество.
Виниловых магнитов
Для производства понадобятся заготовки: пластиковая основа с термоклеем и виниловая основа с магнитным веществом. Сам процесс выглядит так:
- Выбранное изображение переворачивают зеркальным образом (в редакторе) и печатают на прозрачной пластиковой основе.
- Полученный лист ламинируют.
- Пластиковую основу под прессом соединяют с виниловой.
- Отдельный магнитик вырубают специальным станком.
Преимущество этого способа в том, что за один тираж можно получить сразу много одинаковых магнитов (так как печать происходит на большом листе).
Магнитов из гипса
В данном случае требуется намного больше ручного труда:
- Для получения изделий сначала изготавливают деревянные или металлические формы.
- В формочки заливают гипс и ждут его застывания около 3 часов.
- Фигурки вынимают и раскрашивают вручную специальными красками.
На обратную сторону готового магнитика приклеивают намагниченный металл.
Магнитов из глины
Технология почти не отличается от производства гипсовых магнитиков, однако нужно учесть, что полимерная глина бывает двух типов: запекаемая и самозатвердевающая. В первом варианте для закрепления формы изделия отправляют в специальную печь. К задней стороне получившихся фигурок прикрепляют магнитный лист или кусочек намагниченного металла.
![]()
Магнит из полимерной глины
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
- горячий;
- гальванический.
Рассмотрим их подробнее.
Горячее лужение
![]()
Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Гальваническое лужение – современный способ нанесения покрытия. Раствор при гальванической обработке может иметь щелочную или кислотную основу. Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам рассматриваемого метода относят:
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Способы обработки проводов
![]() Лужение с помощью деревянного бруска
Лужение с помощью деревянного бруска
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Технические характеристики
| Наименование | Значение и единицы измерения |
| Химическая основа | битумы |
| Требуется подготовка основания | сухая поверхность, без пыли и жира |
| Запах/аромат | характерный |
| Цвет | черный |
| Доля содержания твердых веществ | мин. 66% |
| Полное высыхание, условия | при 20 °C, влажный слой 400 мкм |
| Расстояние распыления | мин. 20 см |
| Время образования поверхностной пленки, условия | при 20 °C |
| Время образования поверхностной пленки | мин. 75 мин |
| Время высыхания | 2,5 ч |
| Время сушки, условия | при 20 °C |
| Плотность | 1,09 кг/м³ |
| Температура воспламенения | 200 °C |
| Толщина, условия | при 20°C |
| Устойчивость при хранении, с момента изготовления | 24 месяца |
| Термостойкость | -25 °C…80 °C |
| Температурный диапазон применения | мин. -25 °C |
| Расстояние распыления | макс. 30 см |
| Перекрываемость/возможность повторной лакировки | нет |
Упаковка 1 литр
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.
![]()









Как приготовить электролит для выделения олова?
Для приготовления электролита берется небольшая порция хлористого олова, так сказать для затравки. В последствии, после выделения можно будет приготовить более чистый раствор хлорида, растворив металл в соляной кислоте или царской водке. В 7% раствор хлорида олова, при помешивании аккуратно вливается 9-10% раствор щелочи. Вначале реакции при смешивании образуется и выпадает белый осадок – это гидроксид олова, который растворится в избытке щелочи и таким образом образуется станнит щелочного металла. Перемешивание продолжается до момента, когда жидкость станет прозрачной, это означает что электролит готов.
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.
![]()
Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.
Это интересно: Мангал своими руками — чертежи мангалов из кирпича, из металла
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
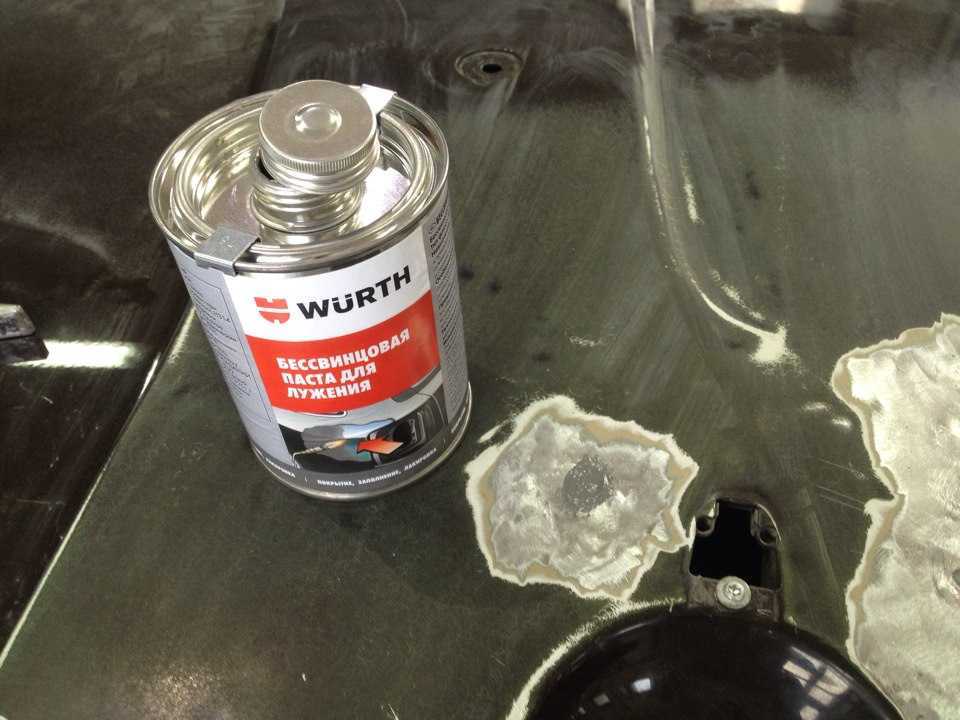
- 0098290 Паста для пайки оловом Wurth (банка) 1 кг;
- 0982 . 90 Паста для пайки оловом Wurth (банка) 1 кг.
Паяльная паста Wurth проста и удобна в применении. Инструкция включает в себя следующие шаги:
- очистить обрабатываемые области до основного металла;
- обезжирить обрабатываемую поверхность;
- нанести тонкий слой пасты с помощью шпателя;
- нагреть с помощью фена или паяльной лампы до нужной температуры.
После проведения процедуры остается лишь удалить остатки флюса мягким нетканым материалом.
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей.
Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом.
При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии
Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.
Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.
При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.
Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
![]()
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
На растительных маслах
![]()
Многие рекомендуют применять для паяльной пасты-флюса масло из ядер пальмы. Оно само по себе уже имеет подходящую консистенцию, позволяет выполнять самую тонкую пайку при проведении электротехнических работ. Увеличить активность такой паяльной пасты можно прибавлением хлорида аммония. Концентрацию добавки варьируют от 5 % до 10 %. Некоторые домашние умельцы считают необходимым ввести в паяльную смесь еще солянокислый анилин.








При выполнении тонкой работы хорошо зарекомендовала себя паяльная флюсовая паста, сделанная дома своими руками из самых доступных средств. Нужно взять 100 г обычного растительного масла.
Желательно использовать рафинированный продукт. Он очищен от примесей, не будет вспенивать паяльную пасту при повышении температуры. Понадобится еще 300 г чистого говяжьего жира. Лучше взять перетопленный жир, не содержащих примесей волокон и мышечных тканей.
Основной компонент самодельной паяльной пасты канифоль. Ее понадобится 500 г. Все это нужно соединить в фарфоровой чашке, аккуратно перемешать, нагревая до полного расплавления.
В однородную смесь нужно всыпать 100 г тонкоизмельченного хлорида аммония, перемешивая до растворения. Горячую паяльную пасту, сделанную своими руками, следует сразу поместить в банку для последующего хранения. Оставлять состав в чашке не рекомендуется.
Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.
Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).